
BACK IN 2015 we needed a new transmission for our Project Swinger Dodge Dart, as the factory 904 Torqueflite wasn’t going to like 500hp and 500ft-lb being fed through it for very long. We could have beefed up the 904 to do the job, but we decided to go with the big boy of Chrysler transmissions, the venerable 727 Torqueflite.
We tapped one of our Chrysler sources for a suitable rebuilder, and Paul from Paul Rogers Performance Transmissions agreed to take on the task of restoring the trans to its former glory. And there is quite a bit of glory attached to the Torqueflite in general.
Long before off-the-shelf performance parts were readily available, the Torqueflite 727 was the transmission to have. Consequently, there are adaptors available to fit them to a wide range of vehicles including small-block and big-block Chevs, Windsors, Ford FE blocks and so on.
In those days Chrysler was into racing and performance, and the 727 was designed with that in mind. It was about the toughest basic transmission available at the time and became the focus of a lot of performance development.
As a result, a number of uprated components are available for the 727, including stronger input shafts, aluminium clutch drums and Kevlar bands. With these components fitted they’ll handle about 800hp. However, for road use all that’s needed is a shift kit and some other modifications, as we’ll see over the following pages.
The Torqueflite is said to be the longest-serving automatic transmission in the world. The first version had an iron case and appeared in 1956, but the alloy type with integrally cast bellhousing seen here replaced the iron type in about 1962. The iron and alloy cases are very different.
Even greater changes were made in 1966, one of which was the removal of a rear-mounted oil pump, and then there’s the cable-shift models used in the push-button cars. Despite these changes, there is some consistency in the internal components of 727s, so here’s how you build one – in basic terms, anyway.
STEP-BY-STEP

1. The large cast-alloy pan holds more fluid and bridges the open section of the transmission case to provide extra strength. The front planetary gearsets in small-block Torqueflites are three-pinion gearsets, while the big-block version has stronger four-pinion front planetaries.
 All automatic transmissions need similar things for an overhaul or upgrade: new bands, friction plates, intermediate steels, bushes, thrust washers, seals, etc
All automatic transmissions need similar things for an overhaul or upgrade: new bands, friction plates, intermediate steels, bushes, thrust washers, seals, etc
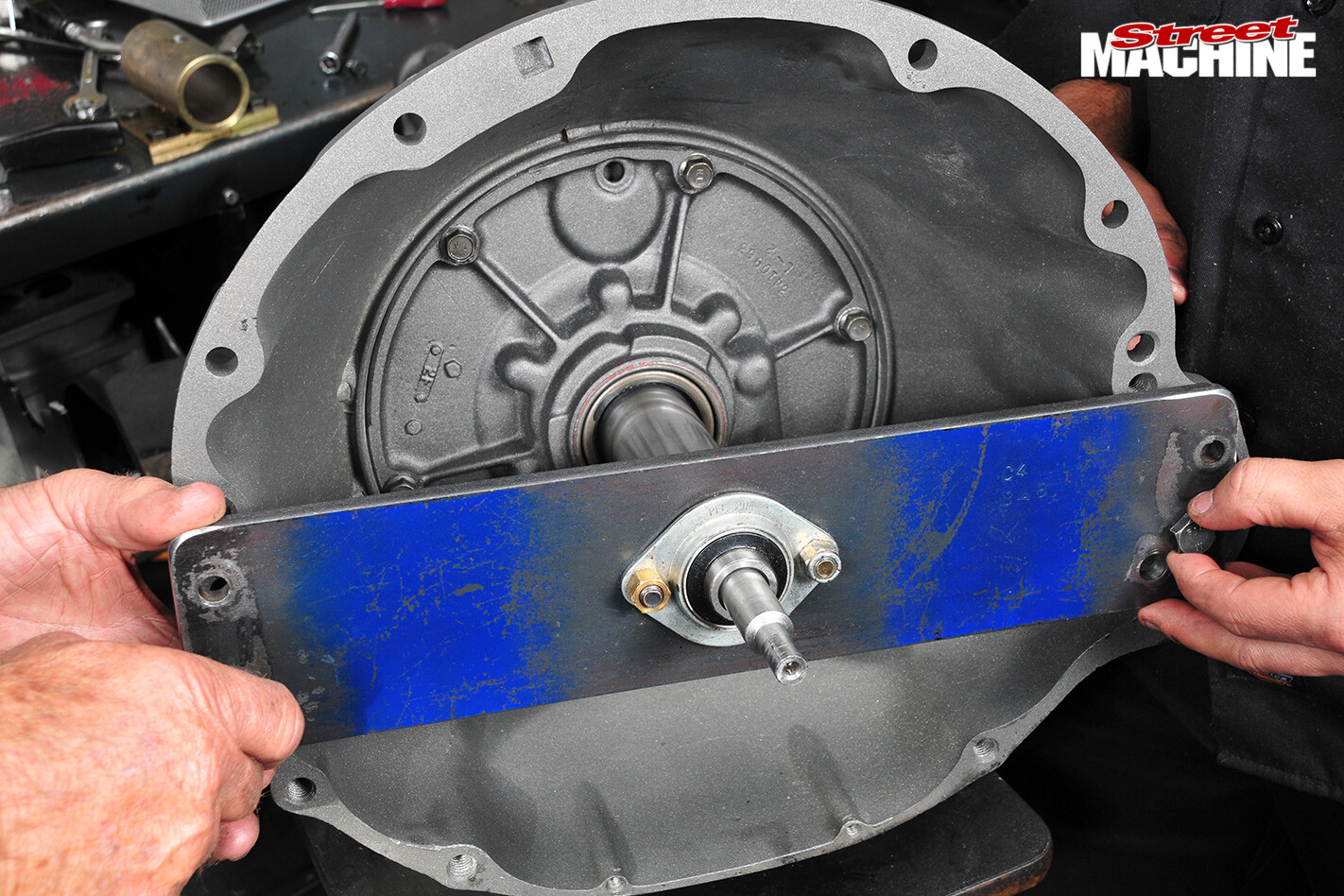
 2. Spot the difference. The big-block case on the right has a higher starter position and four small holes across the bottom of the bellhousing, versus two for the small-block. The standard over-run clutch – or sprag as it’s sometimes called – is held in the case by very fine splines, and in performance applications they fail
2. Spot the difference. The big-block case on the right has a higher starter position and four small holes across the bottom of the bellhousing, versus two for the small-block. The standard over-run clutch – or sprag as it’s sometimes called – is held in the case by very fine splines, and in performance applications they fail
 Performance clutch units are firmly bolted in place
Performance clutch units are firmly bolted in place
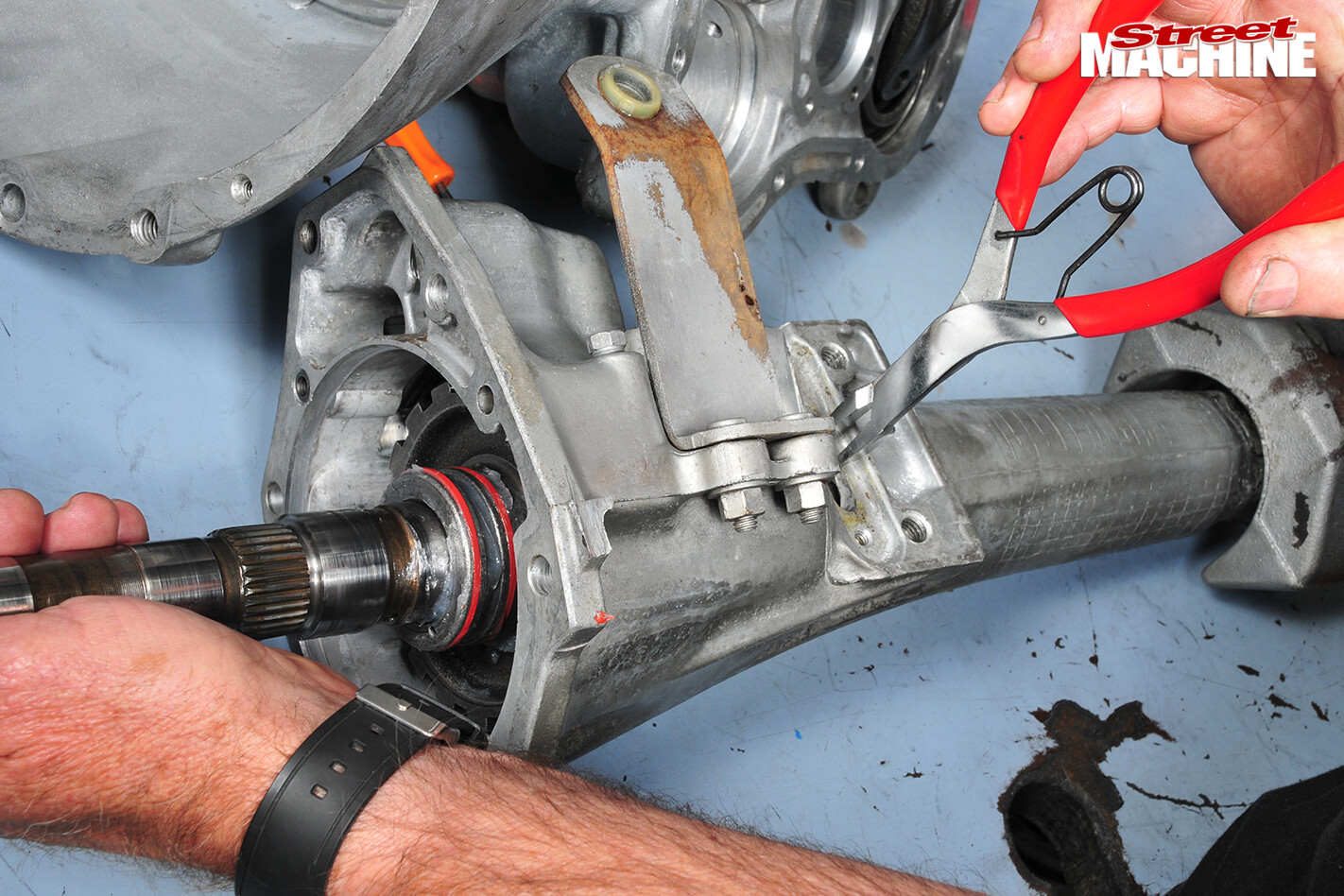 3. The output shaft is held in place by a snap ring on a bearing. There’s an access slot to reach it. The shaft also carries the parking pawl and governor (not shown). The governor reduces flow as speed rises so that shifts occur at the appropriate times. Take care tightening the tail housing because if it’s misaligned and then tightened, damage is likely and leaks will occur
3. The output shaft is held in place by a snap ring on a bearing. There’s an access slot to reach it. The shaft also carries the parking pawl and governor (not shown). The governor reduces flow as speed rises so that shifts occur at the appropriate times. Take care tightening the tail housing because if it’s misaligned and then tightened, damage is likely and leaks will occur
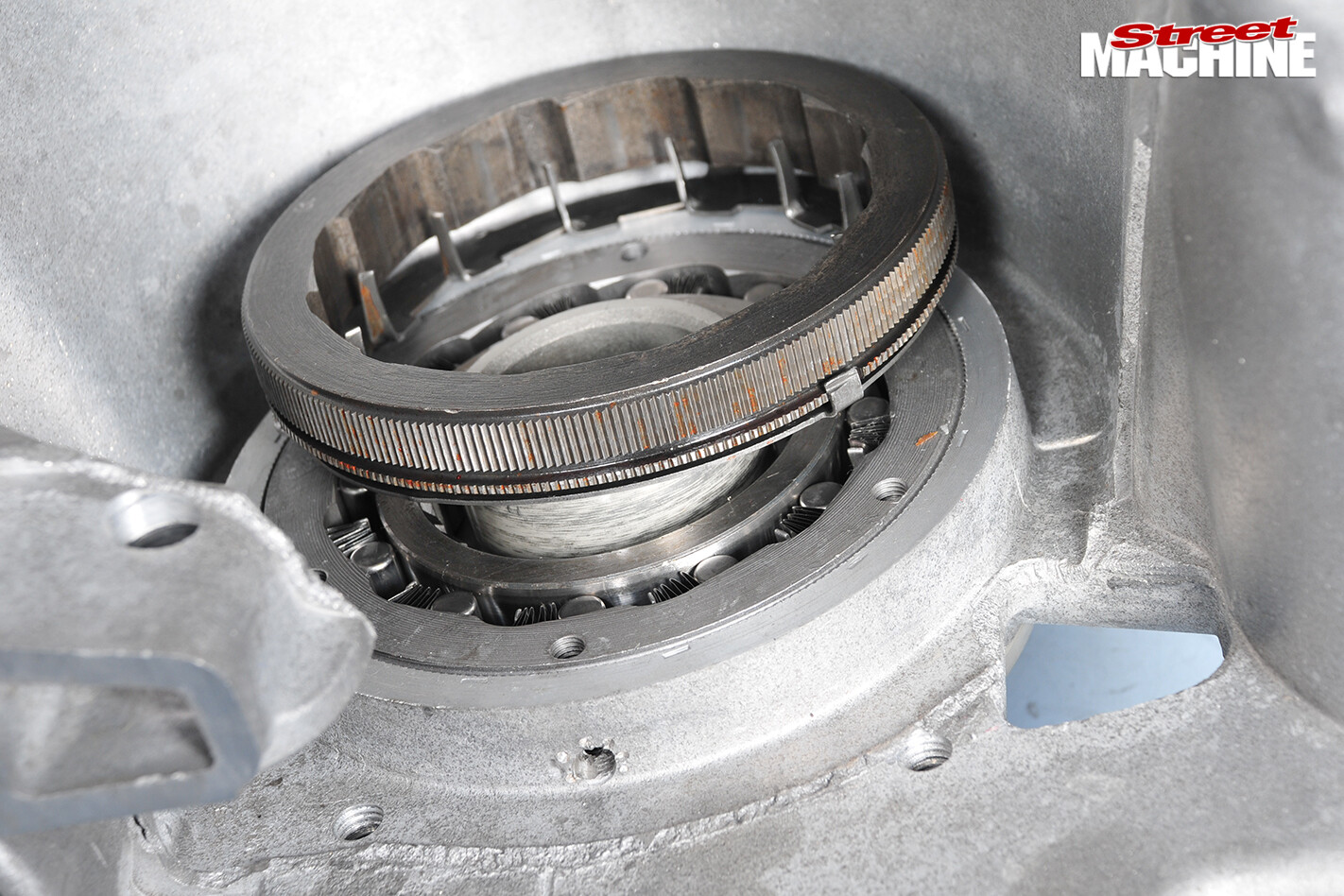
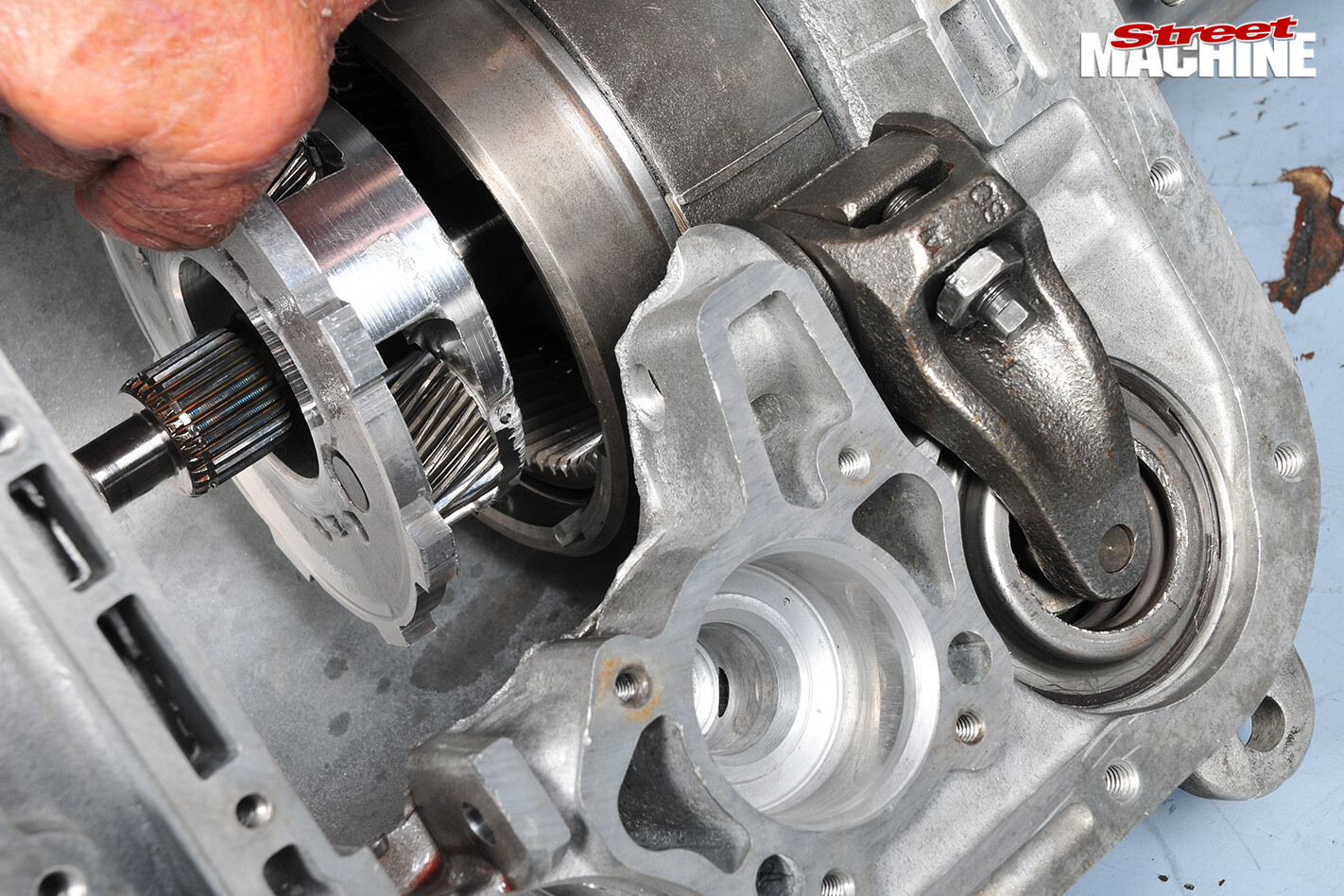
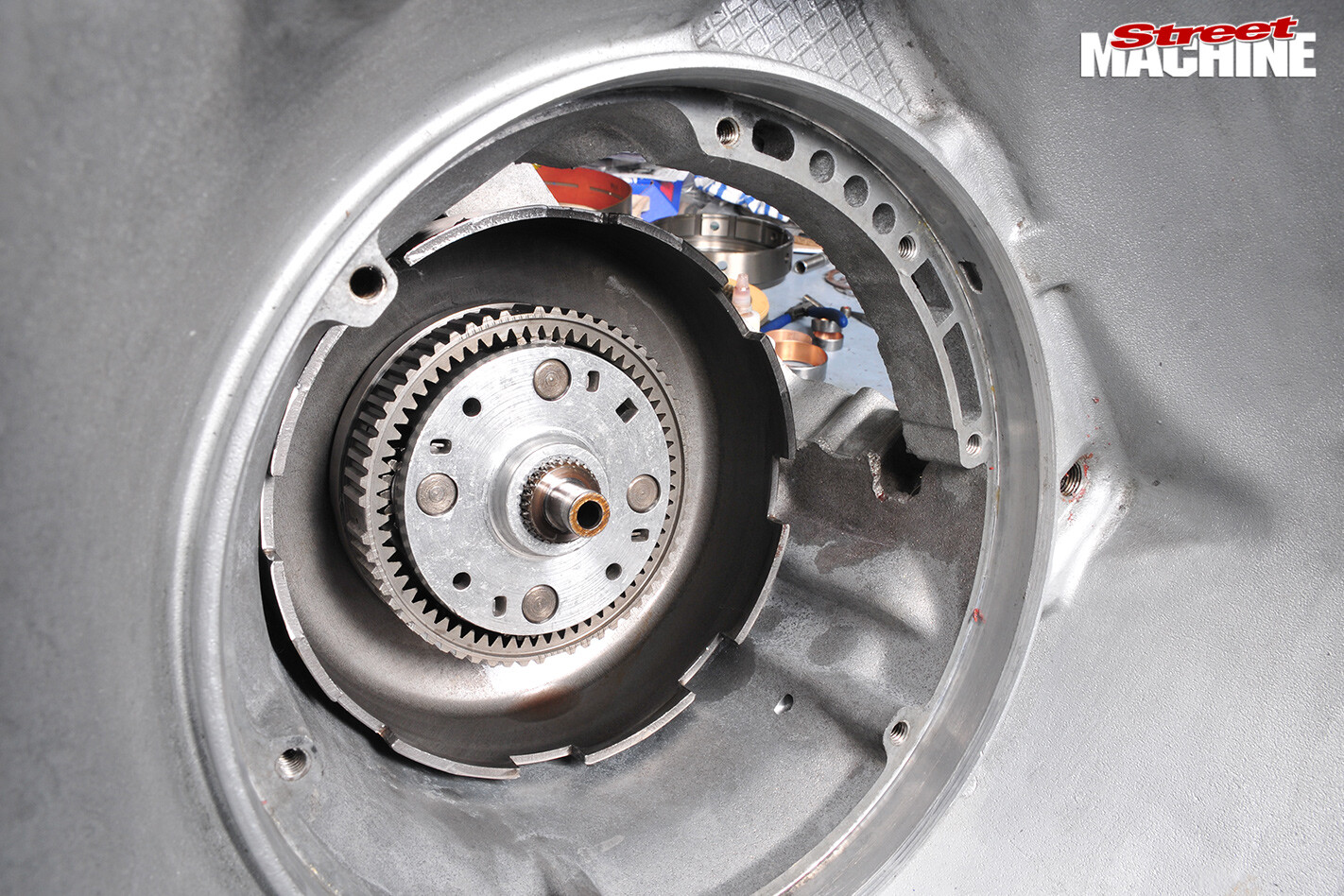
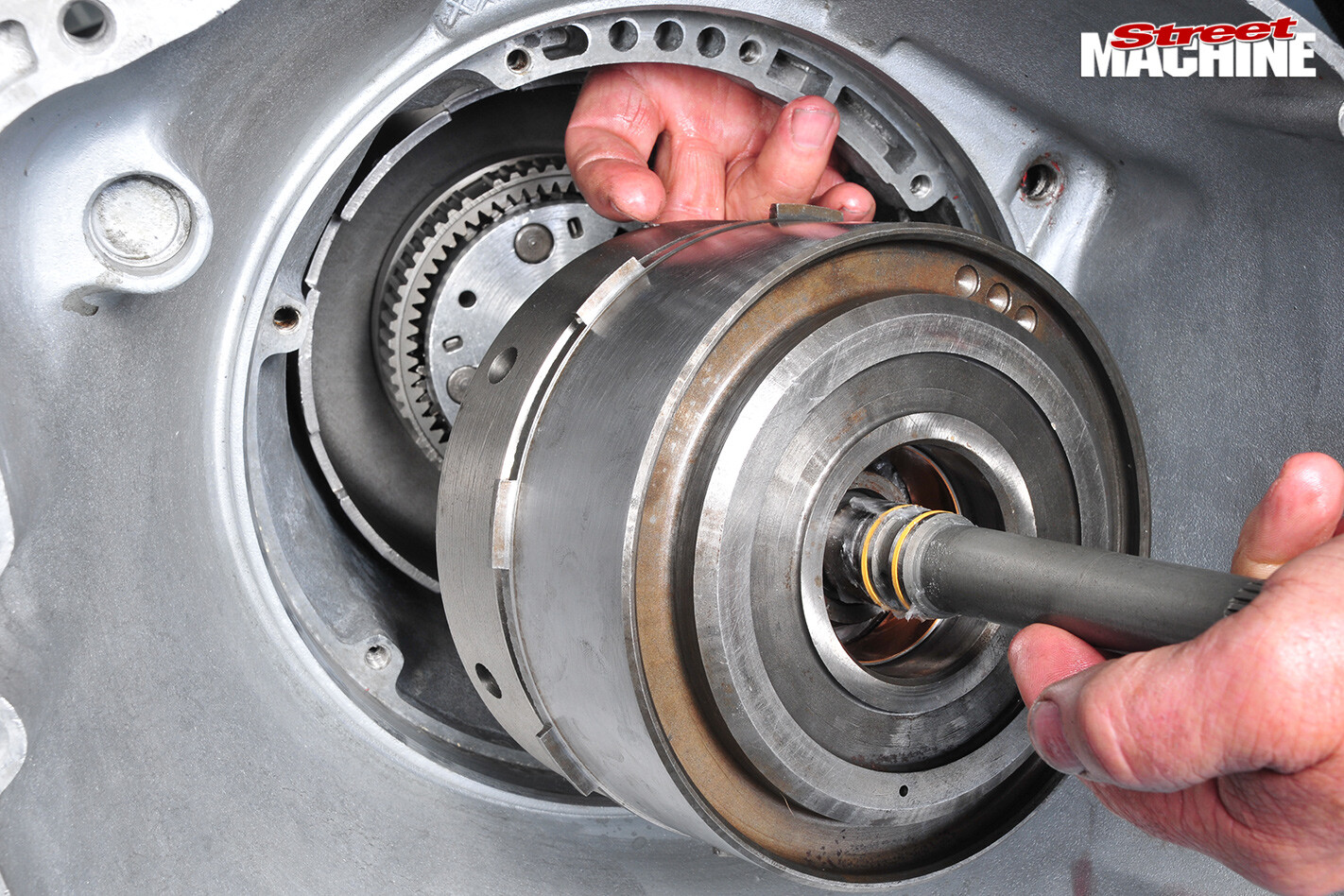
 4. The low/reverse band goes in first and, along with the over-run clutch, clamps onto the drum, which then transfers the power through the trans. When drive is selected the over-run clutch does all the work; if you launch it hard damage can occur
4. The low/reverse band goes in first and, along with the over-run clutch, clamps onto the drum, which then transfers the power through the trans. When drive is selected the over-run clutch does all the work; if you launch it hard damage can occur
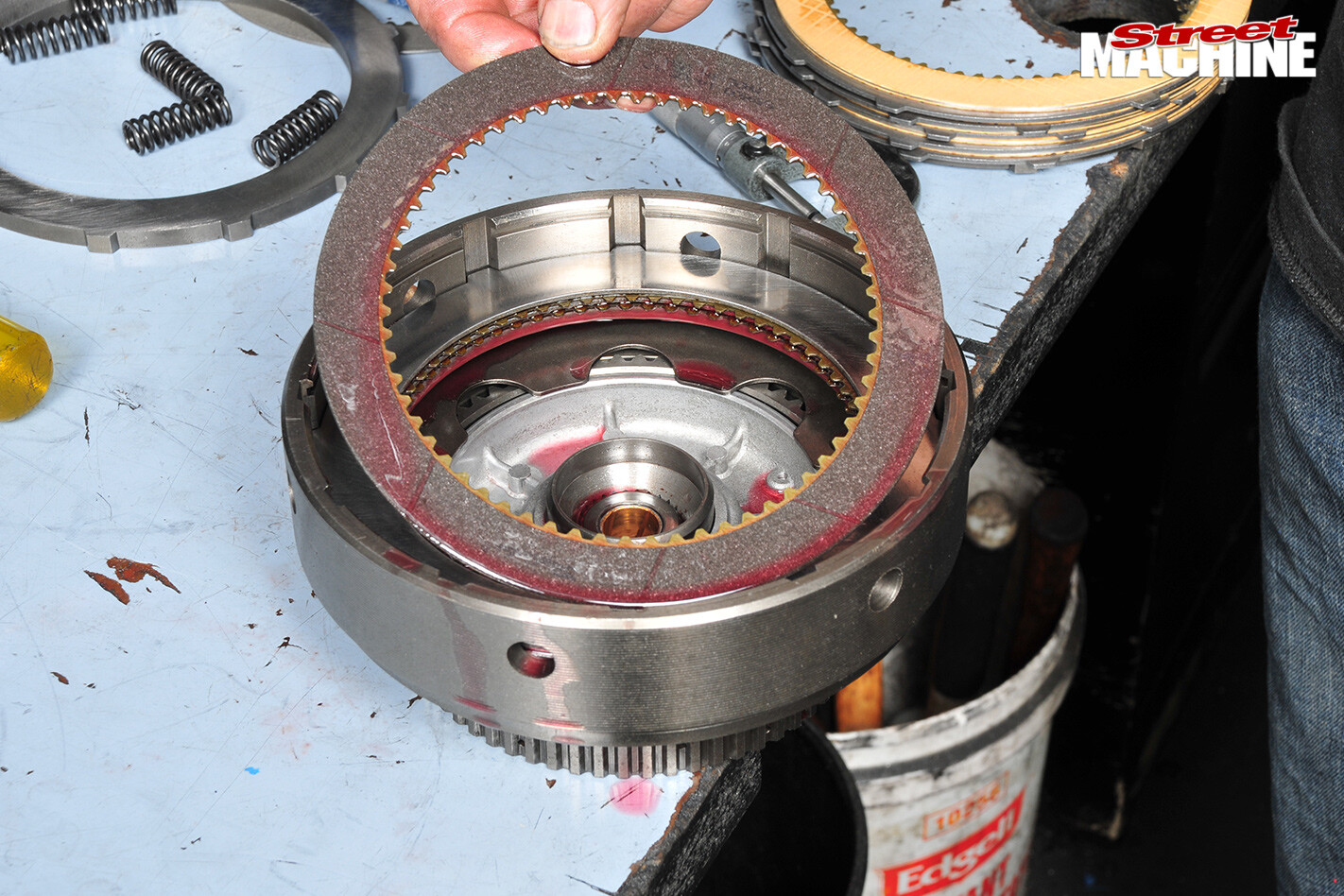
 But if you take off in manually selected low, the low/reverse band comes into play to share the load.The gold-coloured spacer (first image) on the actuator piston firms the low/reverse band pressure
But if you take off in manually selected low, the low/reverse band comes into play to share the load.The gold-coloured spacer (first image) on the actuator piston firms the low/reverse band pressure
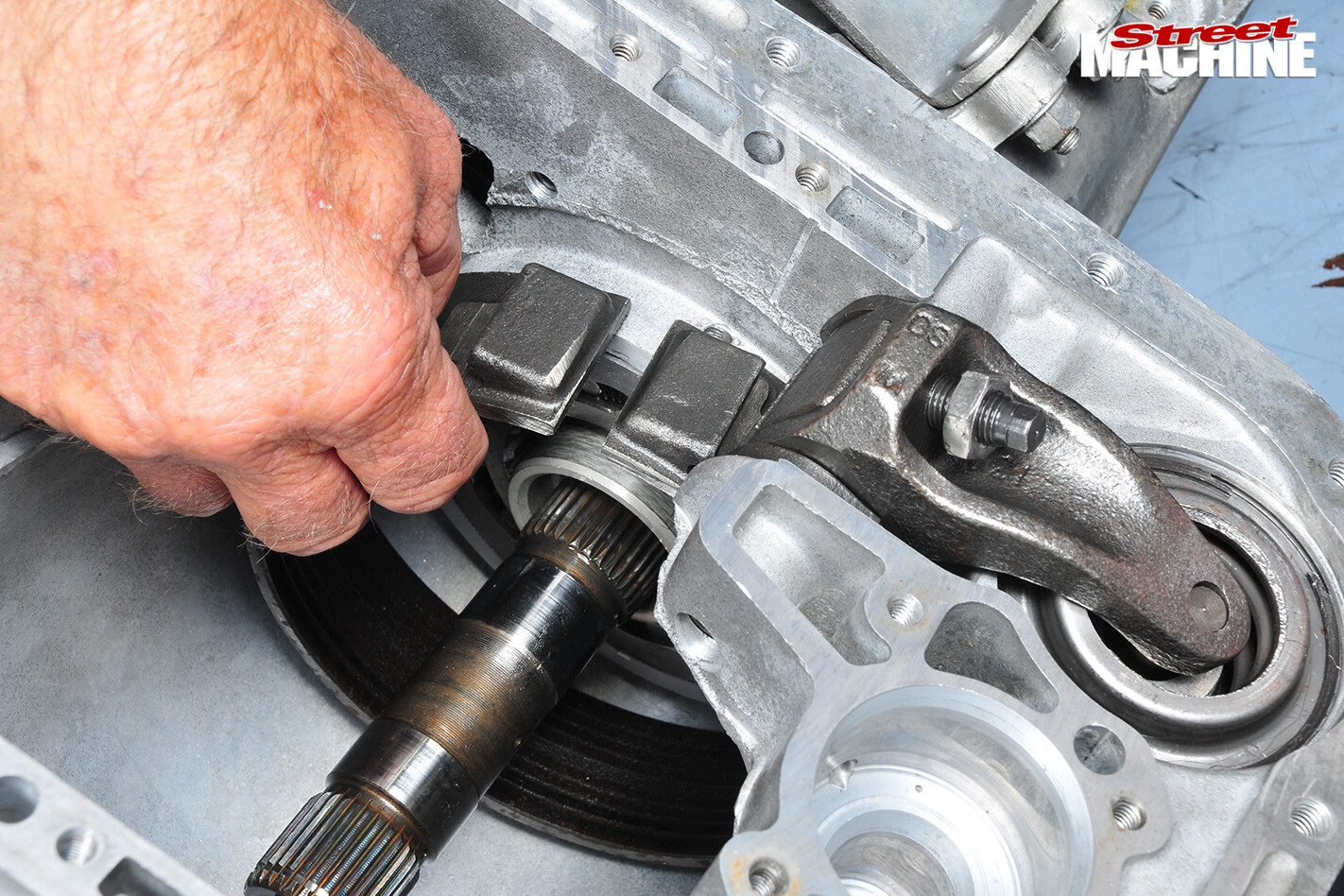
 5. Here they’re assembling the rear gearset, which transmits torque in reverse and low gear. The helical gears create axial loads in the transmission that force the planetary forward into the thrust washer
5. Here they’re assembling the rear gearset, which transmits torque in reverse and low gear. The helical gears create axial loads in the transmission that force the planetary forward into the thrust washer
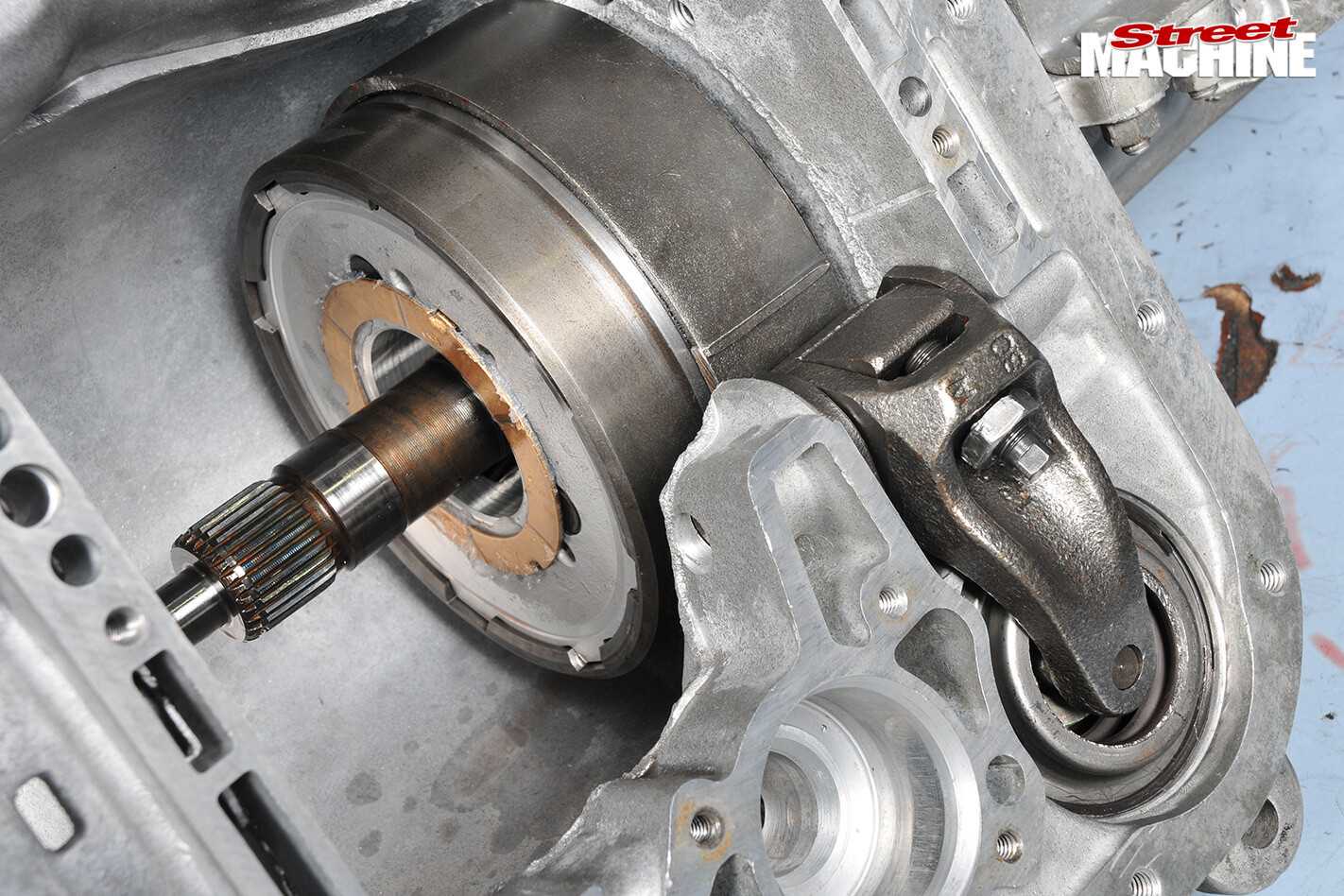 Petroleum jelly is used to hold things like this in place during assembly
Petroleum jelly is used to hold things like this in place during assembly
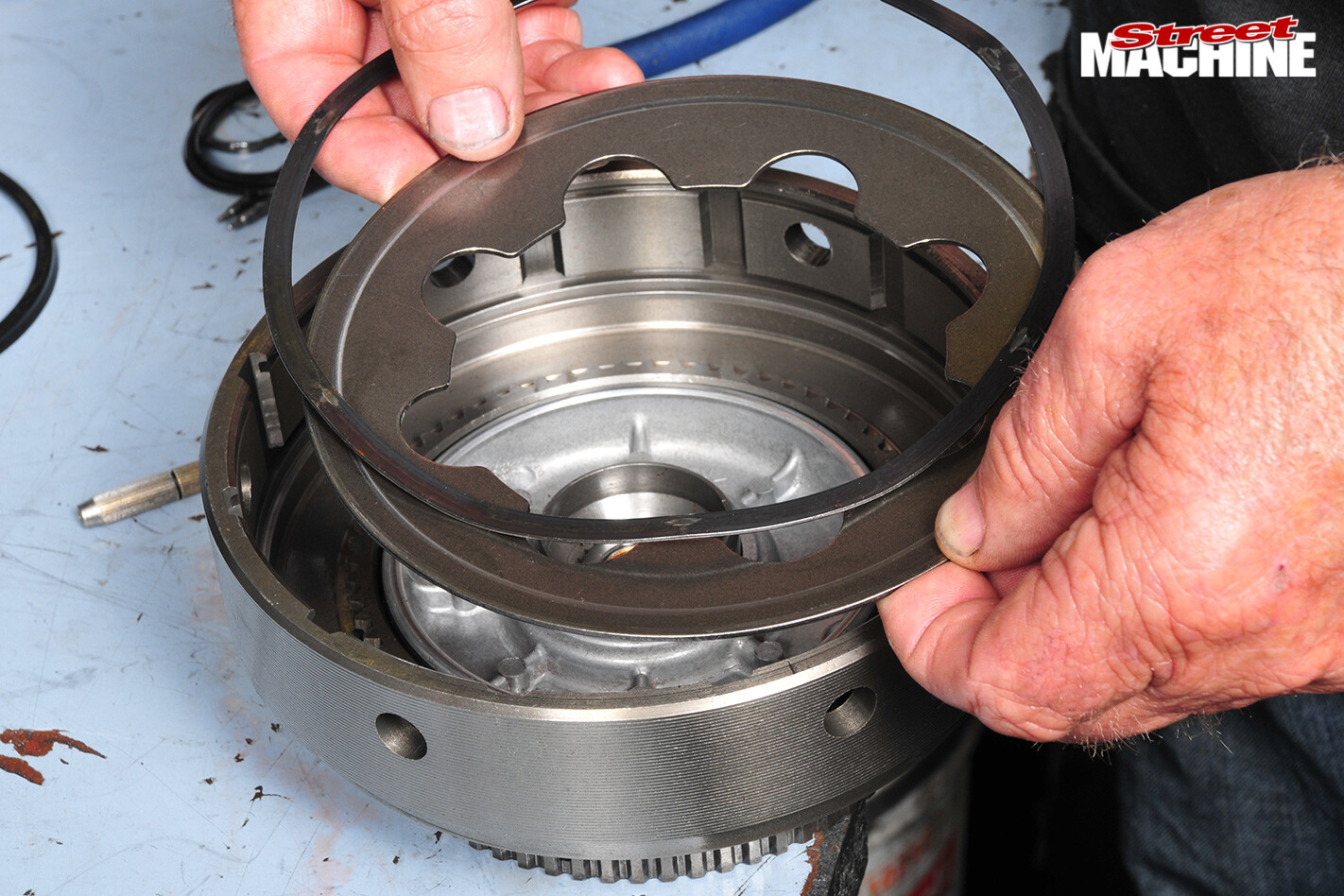
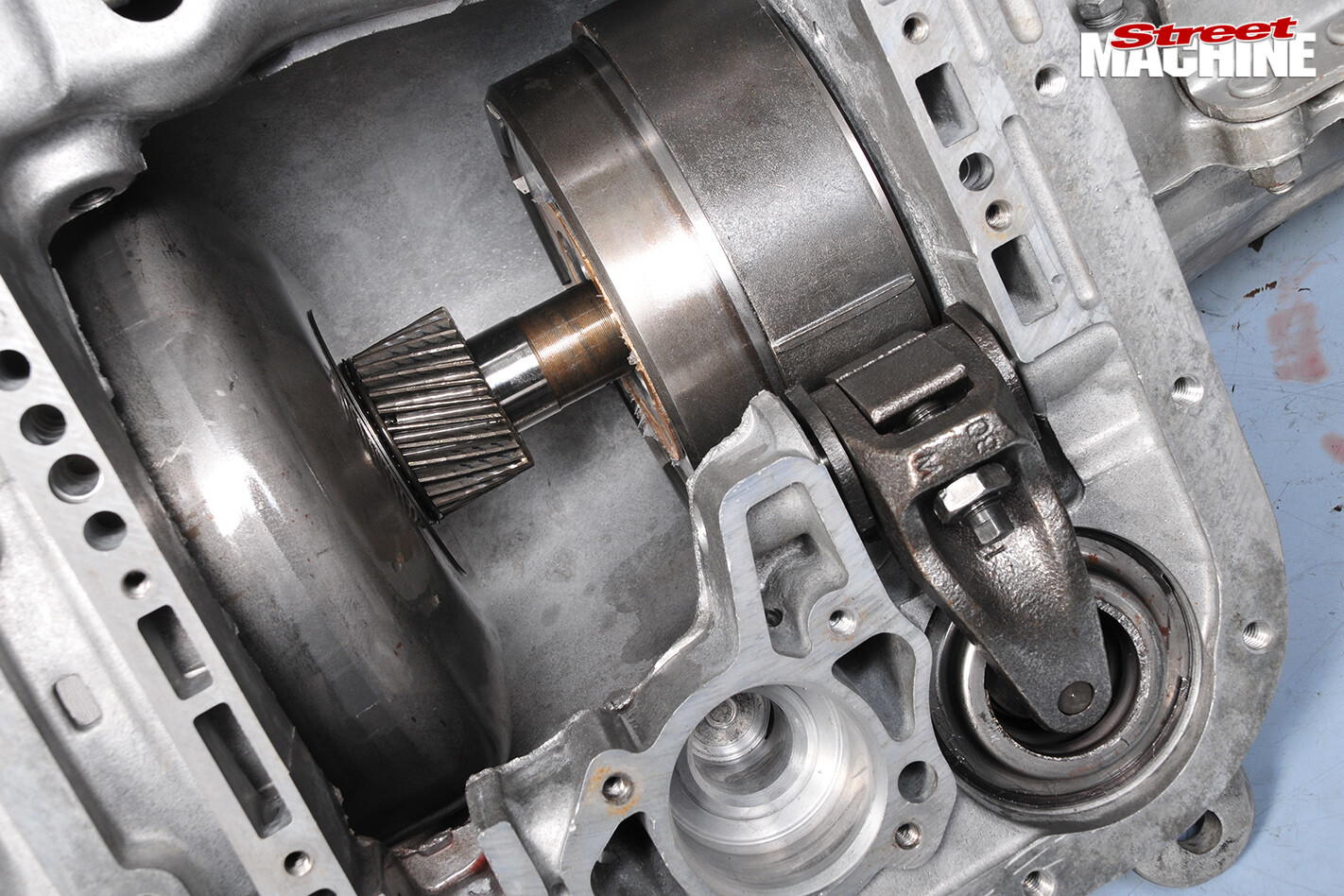 6. Here’s the backside of the drive shell as it’s being slid into place; it carries a double-ended sun gear in the centre that links both front and rear planetary gearsets. It’s called the sun gear because everything revolves around it. The forward planetary gearset is located inside the drive shell and transmits torque in most gears except reverse
6. Here’s the backside of the drive shell as it’s being slid into place; it carries a double-ended sun gear in the centre that links both front and rear planetary gearsets. It’s called the sun gear because everything revolves around it. The forward planetary gearset is located inside the drive shell and transmits torque in most gears except reverse
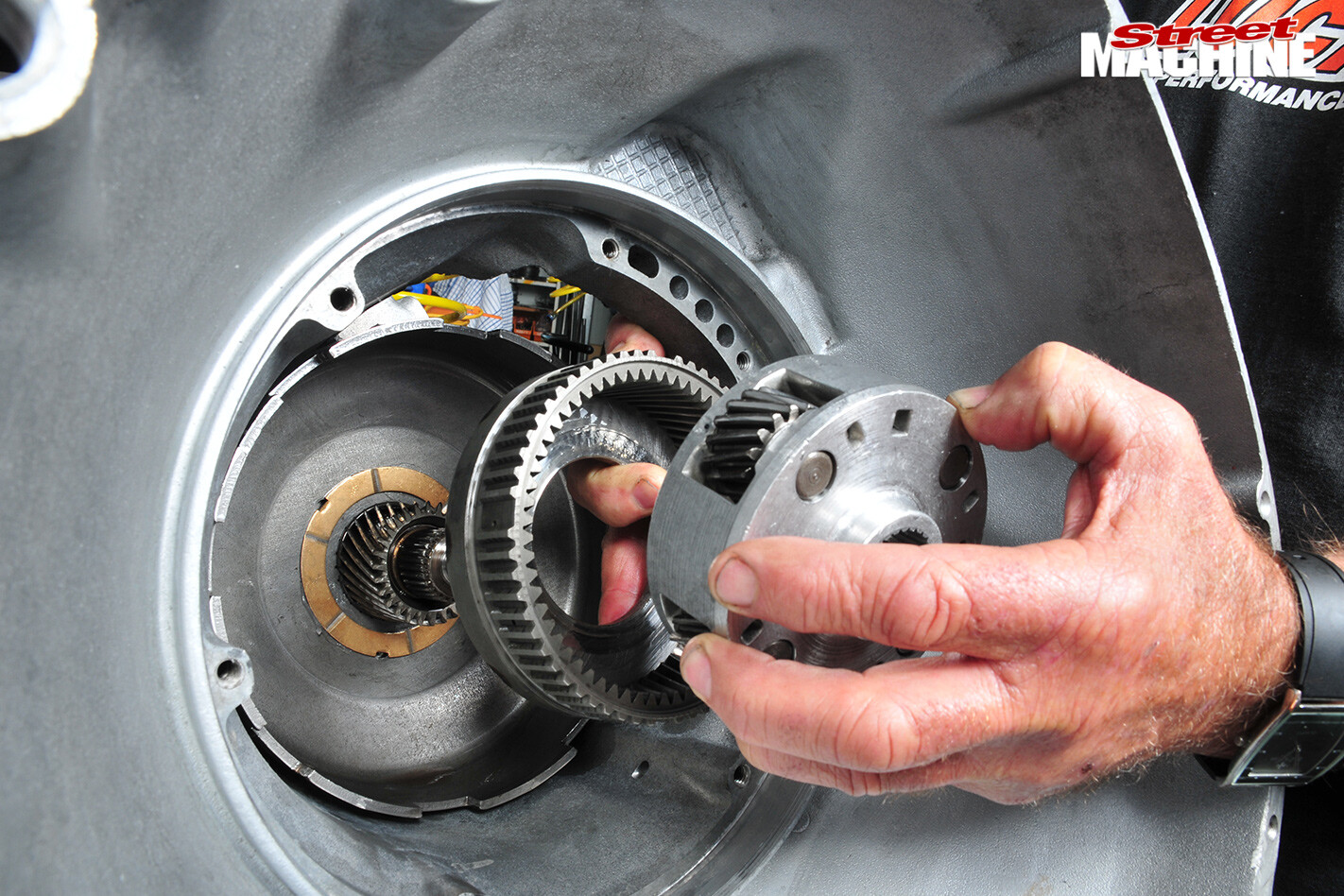 7. Here’s the relationship between the sun gear (left), front gearset annulus (middle) and front planetary gears (right). The front gearset takes all loads in first gear, which is why four-pinion types are sought after for virtually any performance application
7. Here’s the relationship between the sun gear (left), front gearset annulus (middle) and front planetary gears (right). The front gearset takes all loads in first gear, which is why four-pinion types are sought after for virtually any performance application
 Three- and four-pinion types are directly interchangeable. A four-pinion planetary handles about 33 percent more torque than the three-pinion version
Three- and four-pinion types are directly interchangeable. A four-pinion planetary handles about 33 percent more torque than the three-pinion version
 8. Seals have to be located in the correct grooves in the correct ways. Here, Paul is using a thin seal-locating tool to ensure it is seated properly. The old seal is next to the one being fitted
8. Seals have to be located in the correct grooves in the correct ways. Here, Paul is using a thin seal-locating tool to ensure it is seated properly. The old seal is next to the one being fitted
 Seals can be nicked, pinched, cut or rolled; it’s essential to avoid all of these things.
Seals can be nicked, pinched, cut or rolled; it’s essential to avoid all of these things.
 A diaphragm spring forms the base for this clutch-pack
A diaphragm spring forms the base for this clutch-pack
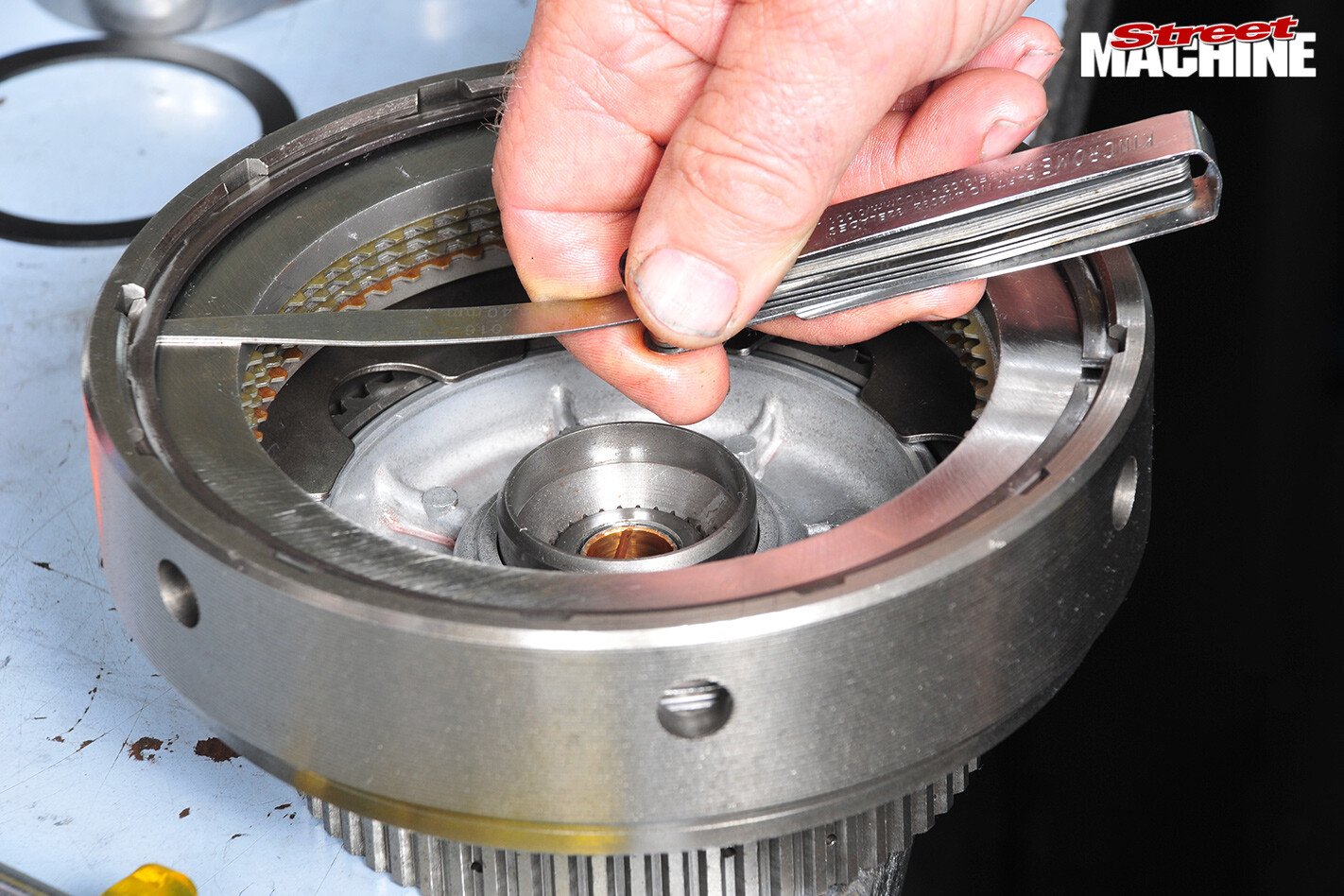 9. The next subsystem to be assembled is the rear clutch. The clutch-pack must have the right clearance. Too little and the plates will pick up against each other and drag in neutral; too much and they’ll slam into each other when they’re applied.
9. The next subsystem to be assembled is the rear clutch. The clutch-pack must have the right clearance. Too little and the plates will pick up against each other and drag in neutral; too much and they’ll slam into each other when they’re applied.
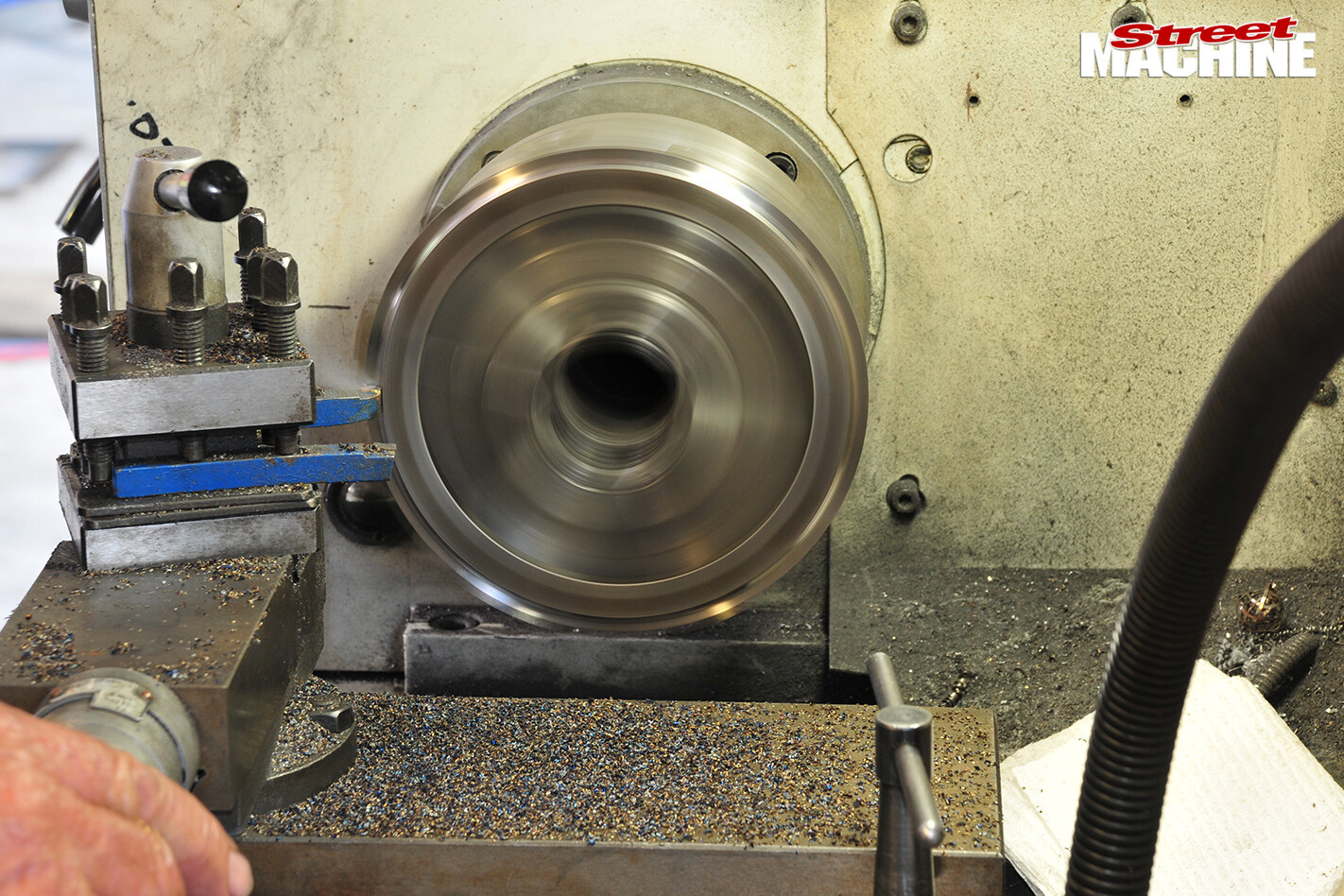 The clearance is adjusted by machining the pressure plate in a lathe
The clearance is adjusted by machining the pressure plate in a lathe
 10. Depending on what’s happened in a transmission the steels between friction plates may need to be replaced. New versions are available, but often the original steels can be restored to perfectly serviceable condition by buffing them. Friction plates should always be pre-soaked before fitting, as a dry start can damage them instantly
10. Depending on what’s happened in a transmission the steels between friction plates may need to be replaced. New versions are available, but often the original steels can be restored to perfectly serviceable condition by buffing them. Friction plates should always be pre-soaked before fitting, as a dry start can damage them instantly
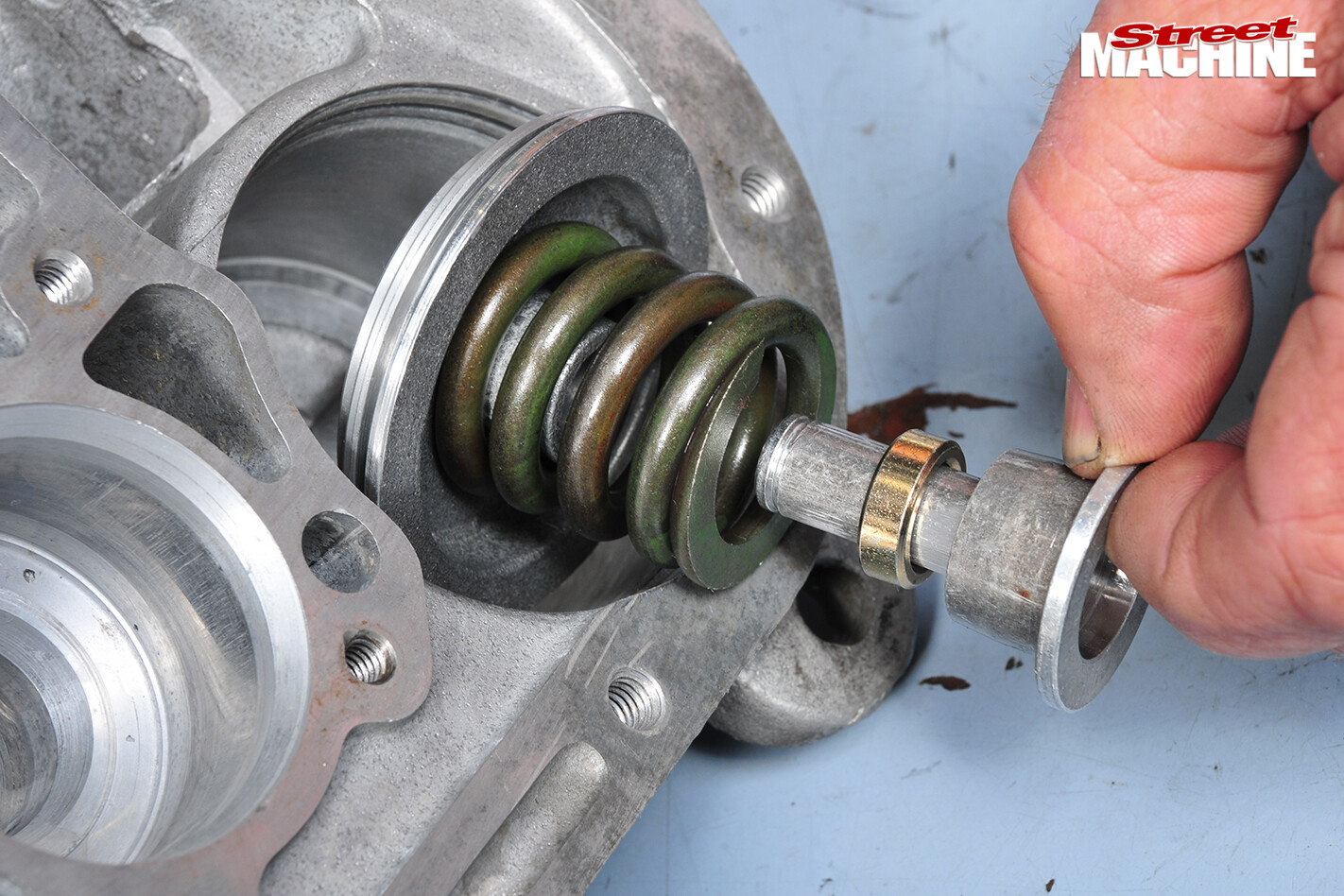
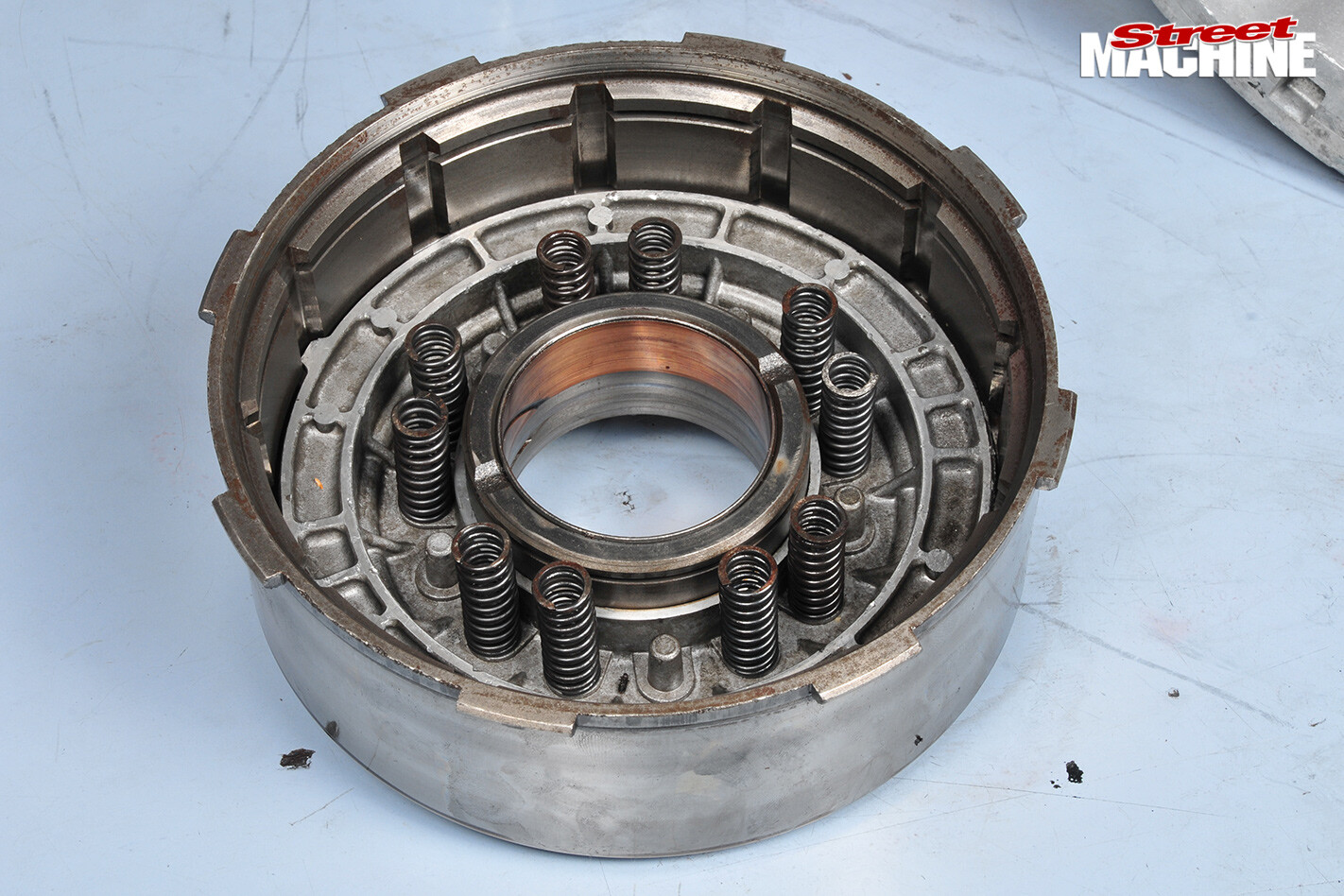 11. These springs release the high/reverse (front) clutch. People often mistakenly remove them, which allows the clutch-pack to apply at high revs – not what you want. It’s important these springs be evenly spaced around the plate. Bushes must always be knocked in perfectly evenly using a broad drift as shown
11. These springs release the high/reverse (front) clutch. People often mistakenly remove them, which allows the clutch-pack to apply at high revs – not what you want. It’s important these springs be evenly spaced around the plate. Bushes must always be knocked in perfectly evenly using a broad drift as shown
 Petroleum jelly helps lubricate during assembly
Petroleum jelly helps lubricate during assembly
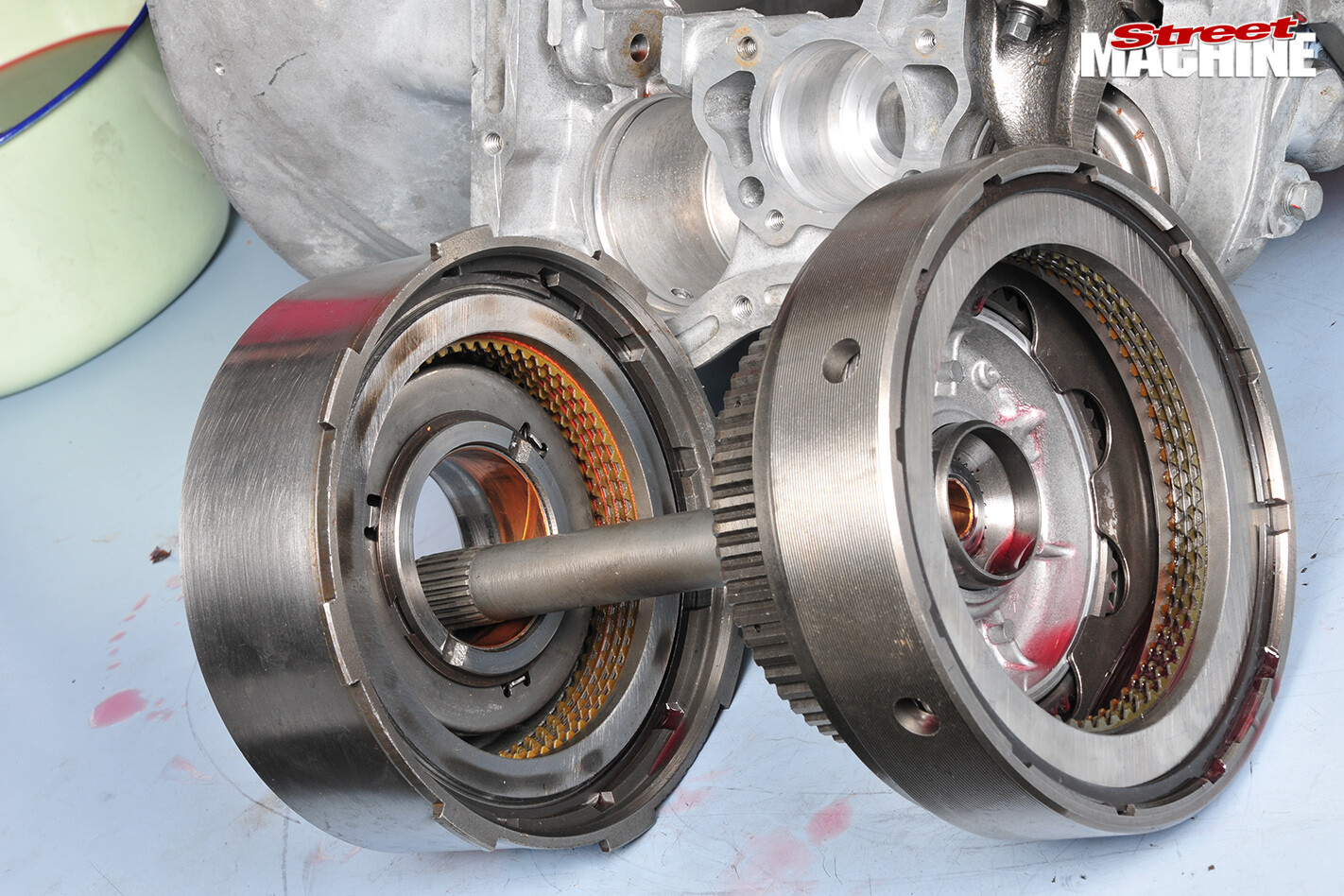 12. Here’s the general relationship between the clutch-packs and drums. The front clutch is to the left, the rear to the right. The front is engaged in direct drive and reverse. The rear is engaged in breakaway (moving away from standing start), second, direct drive, and all kickdowns. Steels are available in 0.067in and 0.086in. Swapping them can allow extra friction plates to be added, which is essential in high-powered applications
12. Here’s the general relationship between the clutch-packs and drums. The front clutch is to the left, the rear to the right. The front is engaged in direct drive and reverse. The rear is engaged in breakaway (moving away from standing start), second, direct drive, and all kickdowns. Steels are available in 0.067in and 0.086in. Swapping them can allow extra friction plates to be added, which is essential in high-powered applications
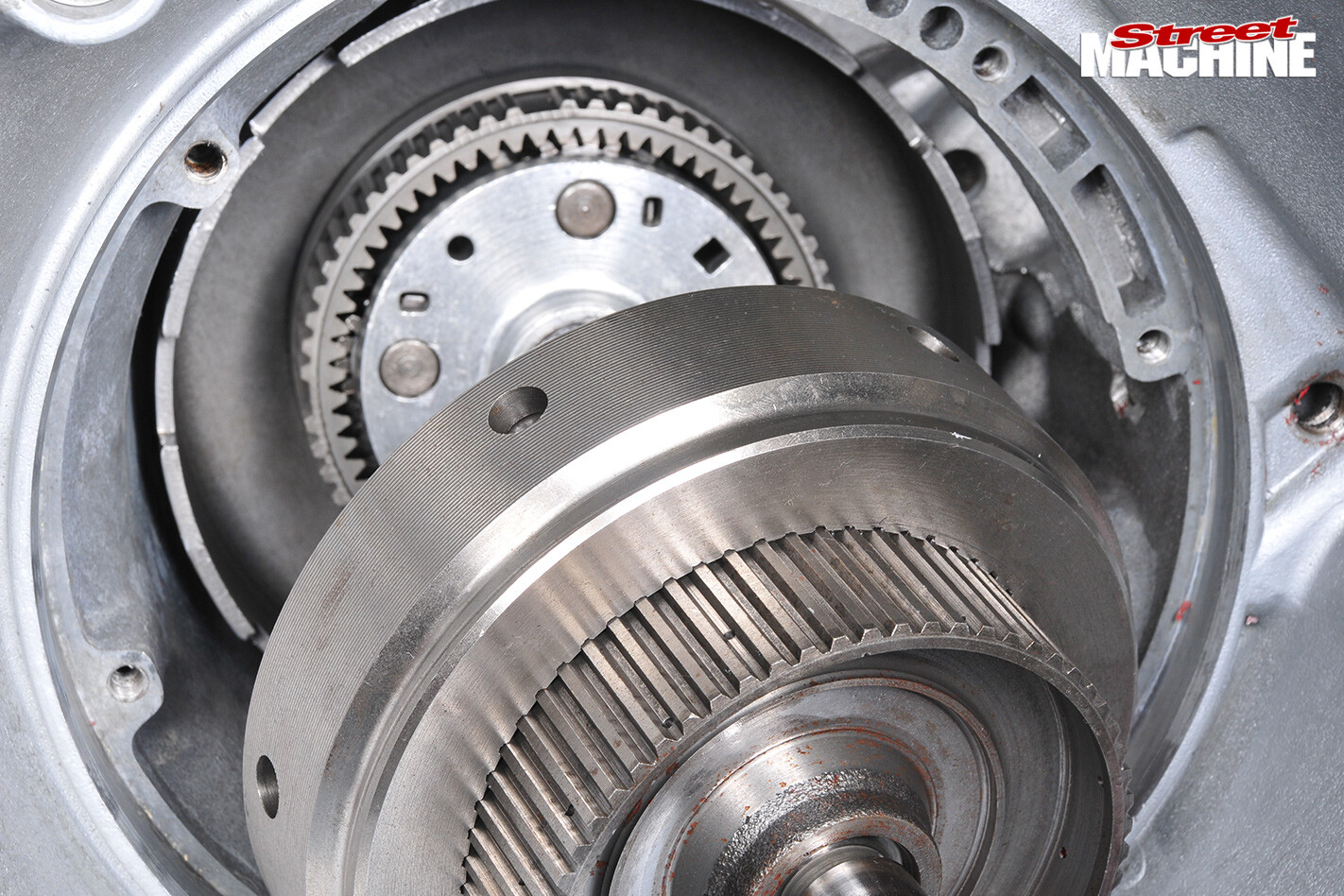 13. Again, this shows the relationship between the component groups in the case. The front and rear clutch-packs are inserted as a single assembly
13. Again, this shows the relationship between the component groups in the case. The front and rear clutch-packs are inserted as a single assembly
 Friction plates have internal tags that engage externally. Steels have external tabs and engage with internally splined components
Friction plates have internal tags that engage externally. Steels have external tabs and engage with internally splined components
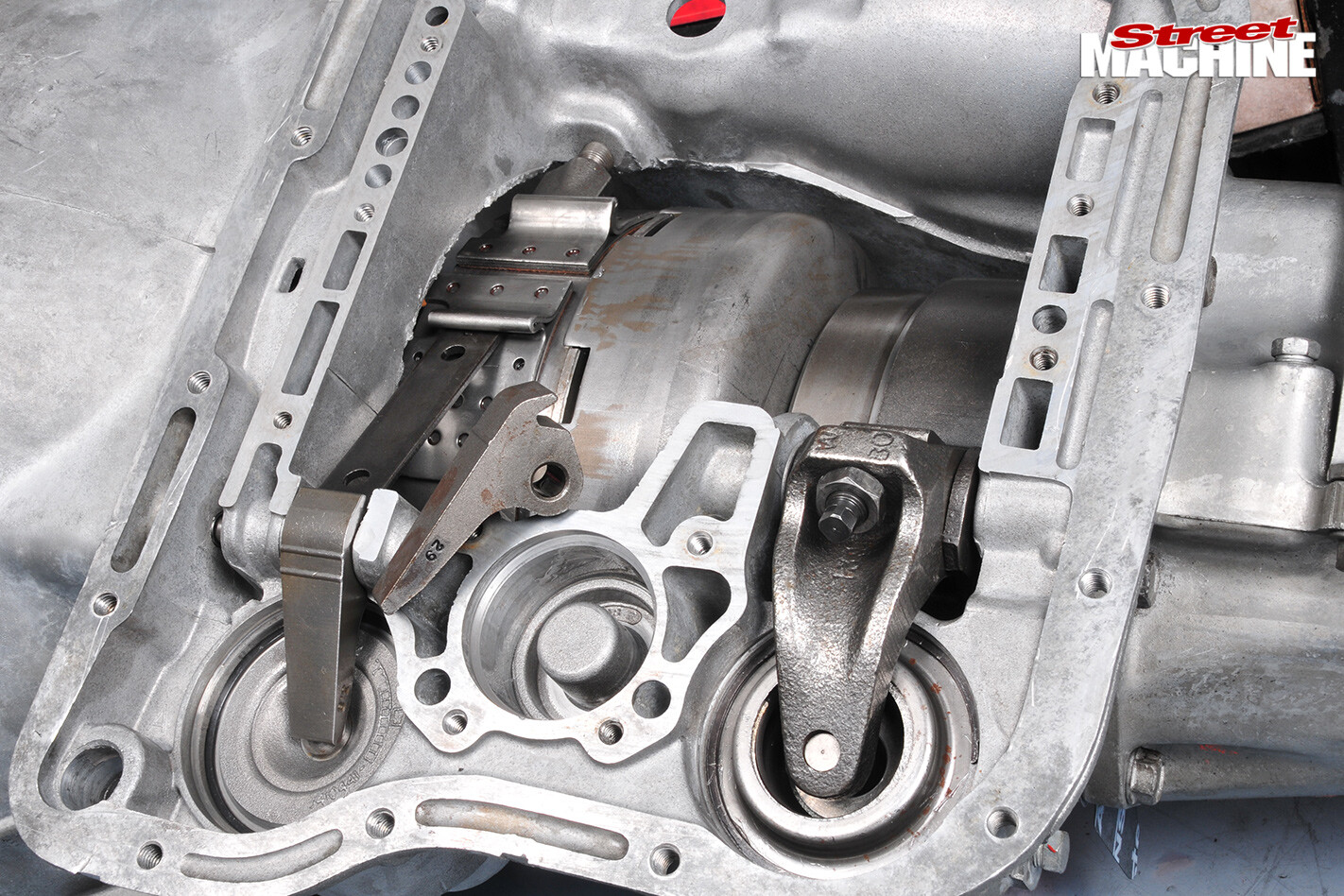 14. Here, both bands are in place. The lever for the front band (at left) is applied for second gear and kickdown from top to second. Several actuating levers are available. The standard ratio is 2.9, but a higher-ratio 3.8 has been fitted here to maximise grip on the drum. The rear band is applied in low and reverse, as mentioned earlier
14. Here, both bands are in place. The lever for the front band (at left) is applied for second gear and kickdown from top to second. Several actuating levers are available. The standard ratio is 2.9, but a higher-ratio 3.8 has been fitted here to maximise grip on the drum. The rear band is applied in low and reverse, as mentioned earlier
 15. Standard and performance pumps are the same except that the standard overflow (orange plastic fitting) is blocked off and replaced with a separate breather in performance applications. This isn’t necessary on the street
15. Standard and performance pumps are the same except that the standard overflow (orange plastic fitting) is blocked off and replaced with a separate breather in performance applications. This isn’t necessary on the street
 If there’s too much longitudinal movement everything will slam back and forth in operation. Longitudinal float is checked with the pump fitted
If there’s too much longitudinal movement everything will slam back and forth in operation. Longitudinal float is checked with the pump fitted
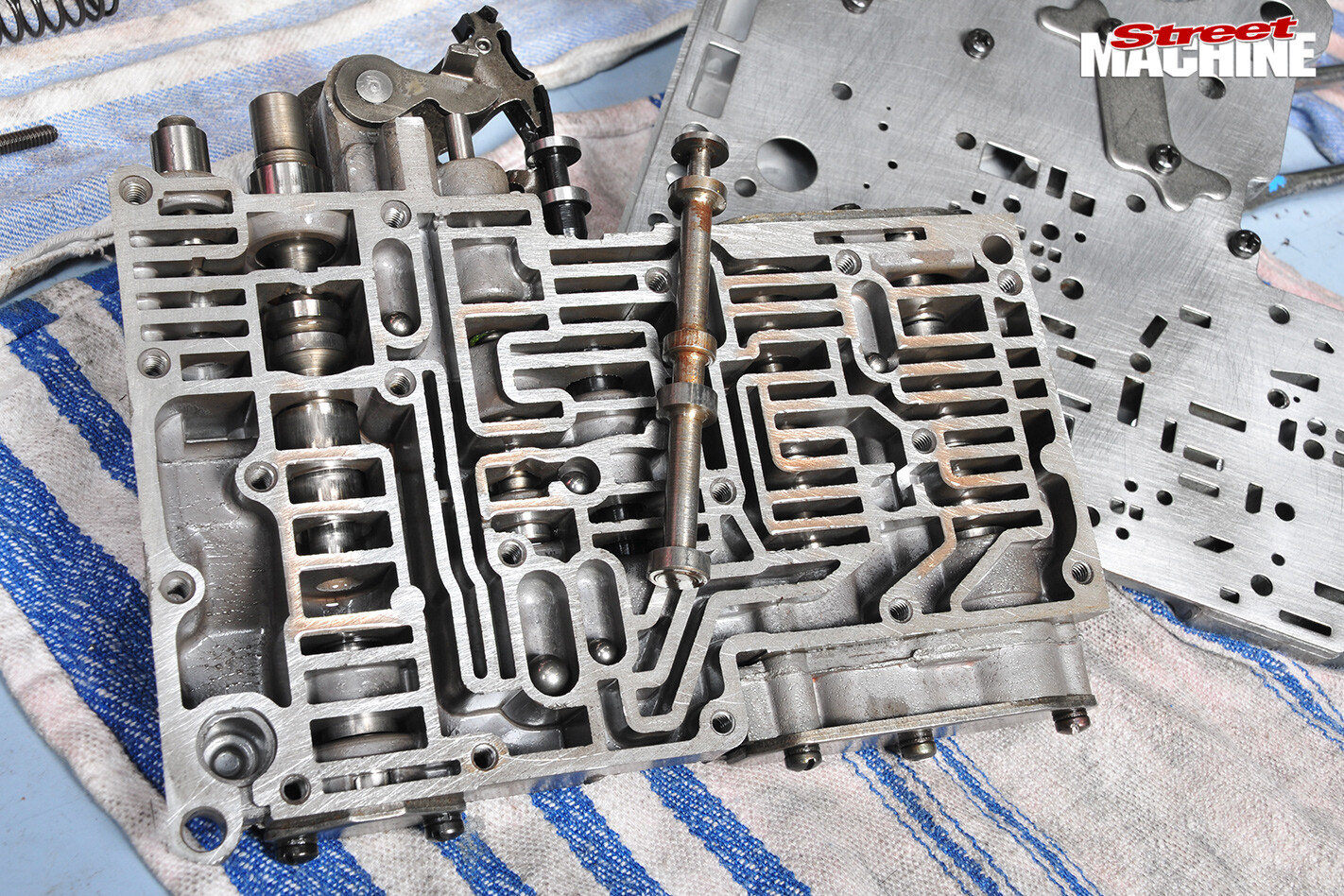 16. Shift kits change the way the fluid moves. Enlarging holes allows quicker flow, resulting in quicker shifts and releases
16. Shift kits change the way the fluid moves. Enlarging holes allows quicker flow, resulting in quicker shifts and releases
 Leaving out check-balls controls releases too, and springs are often changed. The TransGo kit used here has instructions and components to cover just about every application.
Leaving out check-balls controls releases too, and springs are often changed. The TransGo kit used here has instructions and components to cover just about every application.
 Street and strip was the choice here
Street and strip was the choice here
 17. The pan is bolted in place to seal up the transmission. Finally, hydraulic pressure testing of the finished transmission is carried out, to confirm everything is as it should be
17. The pan is bolted in place to seal up the transmission. Finally, hydraulic pressure testing of the finished transmission is carried out, to confirm everything is as it should be
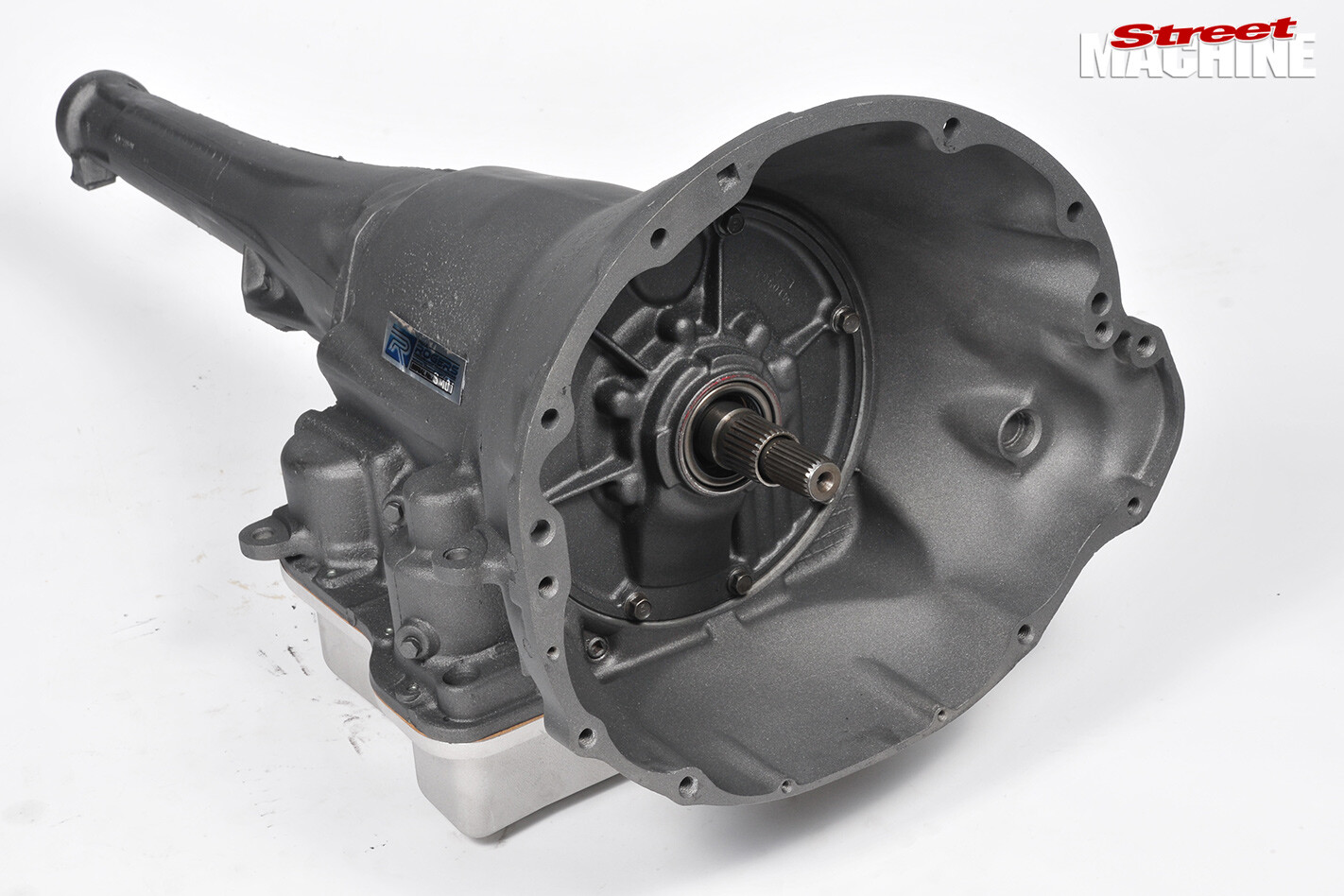 The finished result is an excellent bit of kit
The finished result is an excellent bit of kit
 Clearly there are many more steps to building a Torqueflite, but we could never hope to show all of them in a single article.
Clearly there are many more steps to building a Torqueflite, but we could never hope to show all of them in a single article.
Paul Rogers knows them all, though. He’s a drag racer from way back. His first car was a Y-block-powered Ford Zephyr named HEADMAN, and he later built a Capri fitted with a Cleveland and Clutchflite (a 727 with a clutch in front of it) and achieved top ET and speed in A/GAS, B/GAS and C/GAS. The best time for the car was 8.89@153mph.
So if you want your transmission built by a man who knows how to go fast, visit www.teamprpt.com.



Comments