Yeah, yeah – it’s another boosted LS build! But while they’re a wildly popular option among street machiners, not all force-fed LS combos are created equal. While the internet might have told you that you can chuck a cam and some head studs at one of these engines, boost it to the moon and have it last a lifetime, that’s not actually the case.
Building a turbocharged LS combo that will be reliable well into the four-digit horsepower zone takes a whole lot more finesse, and who better to show us how it’s done than the gurus at ProFlo Performance in Campbeltown, NSW.
The customer’s brief for the engine you see here was that it had to be capable of 1800rwhp in his VL Commodore, could be radial-raced and street driven, and require relatively low maintenance.
With the requisite machining completed, ProFlo’s Charlie Sant takes us through the team’s process of speccing and assembling the combo.
STEP-BY-STEP:

1. The combination is based around a Dart Machinery block, upgraded with half-inch main and head studs to add rigidity and clamping force for the heads under high boost. The key to any engine build is cleanliness, so after the block is machined, it is treated to the clean of its life, eliminating any dirt or debris that could bring the combo to an early death.

2. The rotating assembly consists of a Callies Ultra eight-counterweight crank, Oliver steel rods, and a set of custom RaceTec pistons. With a bore of 4.125in and a stroke of 4.000in, cubic capacity comes in at 427ci, with a static compression of 10:1. E85 will be the primary fuel used, but the combo may see methanol down the track.

3. After the engine is cleaned, the next step is checking clearances. Here we see the mains being measured with a micrometer, which is probably the most crucial step of the entire build. Clearances can vary depending on combination and how much load the engine will be under; generally speaking, the greater the load, the more clearance required. For this application, main bearing clearances are set at 3.5thou.


4. The crankshaft is now ready to be dropped in. Pictured here on the front of the crank is a Torrington bearing, which takes the job of the thrust bearing. This is common practice on high-horsepower turbo combinations, as a Torrington bearing will handle greater loads than a standard thrust bearing – a common point of failure when placed under the converter pressure a turbo car can typically apply to the back of the crank.


5. Piston rings are the next order of business. A ring file is used to arrive at the specific gap required, which varies according to bore size and the engine’s intended application. Forced-induction mills require a much larger gap than naturally aspirated combos, as they create a whole lot more heat. Having too small a gap can cause the rings to close and take the top of the pistons off. With the rings gapped to spec, the pistons are attached to the rods and the rings are then installed on the pistons. The completed assemblies are then knocked into the block and torqued up.


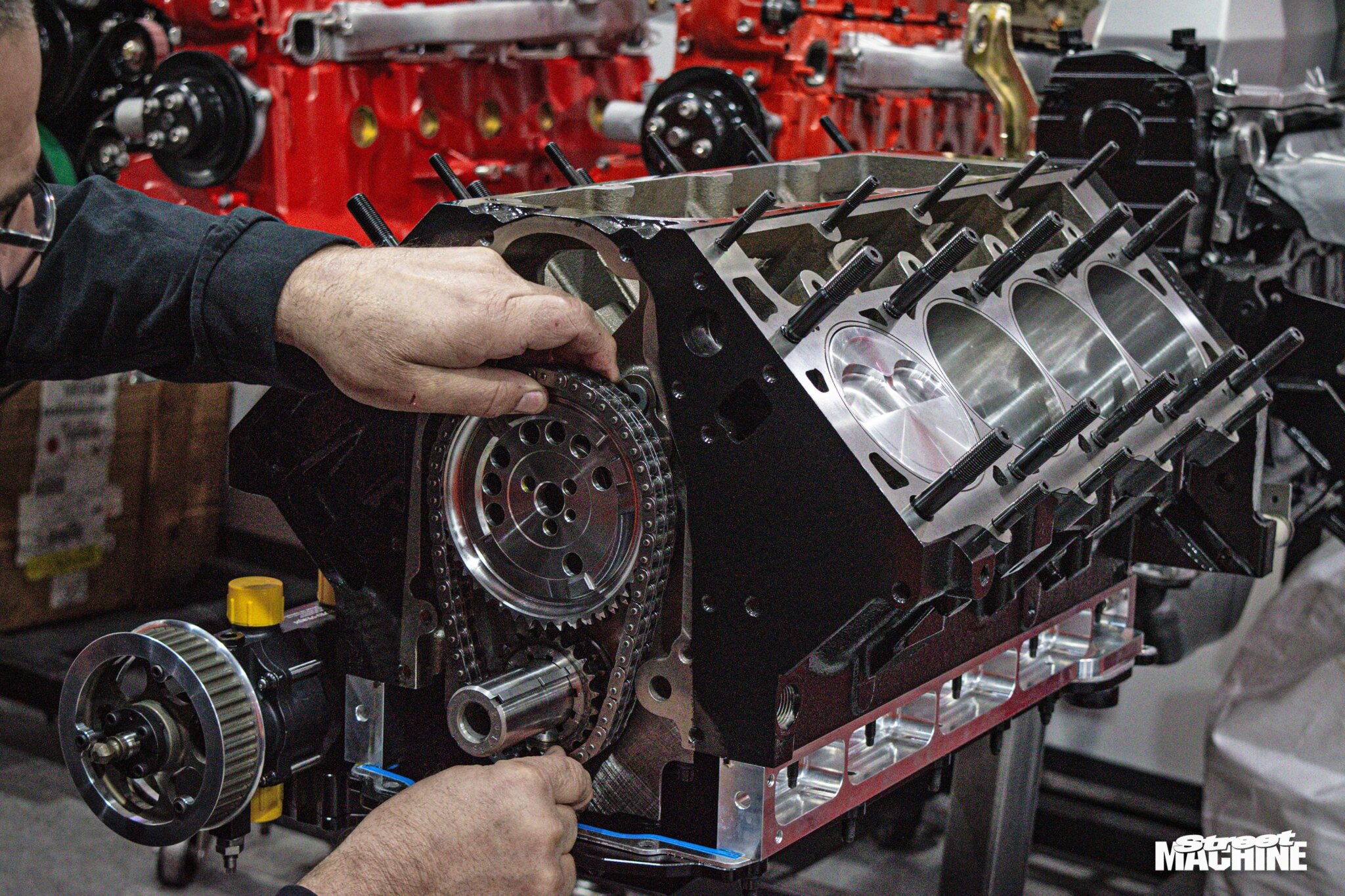
6. After the block is given a lick of paint, a custom-grind hydraulic-roller camshaft is slotted in, selected for ease of maintenance. This cam has .700in lift on both the intake and exhaust, 257°@.050in intake and 272°@.050in exhaust duration, and 116° lobe separation. With a larger-capacity combo like this one, it makes sense to shy away from the big revs associated with a solid-roller cam, and we’ve found these sort of specs are nice on the street and make solid numbers up top. The cam timing is then dialled in, and short-travel Johnson hydraulic-roller lifters are installed.


7. Mast Black Label cylinder heads with titanium intake and Inconel exhaust valves were given the nod for this build, as their chambers are designed for optimal performance in turbo applications. Good head sealing is very important on an LS engine, as it’s common for them to lift the heads and take out the head gaskets under big boost, so no corners were cut in this department. The Dart six-bolt block is a good start from a clamping force perspective, and we also opted for the half-inch head stud upgrade and had the deck surfaces cut for fire rings to go inside the copper head gaskets.


8. The Texas Speed rockers now make an appearance so that the pushrods can be measured, ordered and installed. One of the most exciting moments of any engine build at ProFlo is when all the Shaun’s Custom Alloy goodies get delivered. This combo has no shortage of SCA’s billet pieces, with the timing cover, rocker covers, valley tray and 16-injector intake manifold all arriving anodised in the custom grey we requested for this build. Having two injectors per cylinder allows for the significant volume of fuel this engine will require, and also means the injectors can be staged if needed.


9. The rocker covers, valley tray, timing cover and ATI balancer are bolted on, and then it’s time to fit the sump. NxtGen Engineering supplied a billet unit with an integrated Auto Verdi dry-sump oil pump to ensure oil pressure never drops. Finally, the water pump and sensors are installed, the water crossover gets plumbed up, and the intake manifold is bolted on.

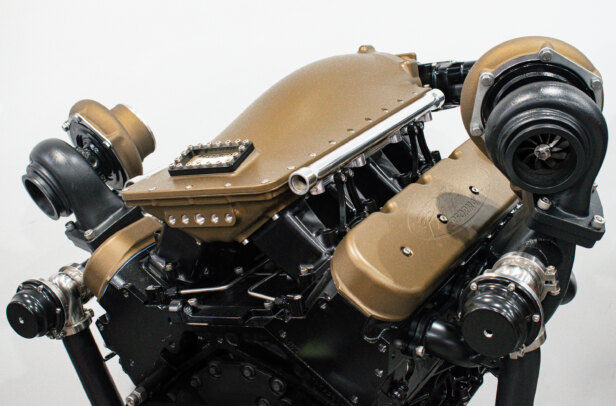
10. The engine is now complete, but before it’s dropped into the customer’s VL, it gets run in on the engine dyno naturally aspirated. On a small power run without leaning on the tune-up, it made 675hp at the flywheel. Once in the car, it will be fed by two Precision Pro Mod 88mm turbochargers and controlled by a FuelTech ECU, and we’ll be looking to eclipse the customer’s 1800hp goal with around 35-40psi of boost on E85. It’s definitely going to be one to look out for!


Comments