
This article on Telf’s (then owned) Lincoln was originally published in the March 2013 issue of Street Machine magazine
THERE’S nothing like lounging back on the bench seat in a great big car and cruising. However, all that retro-relaxation can instantly turn to panic if you hit the brake pedal in an emergency and nothing much happens. And if the car is a big and heavy 1961 Lincoln Continental, you’re probably going to hurt anything you hit.
 Telf didn’t want to get caught out in the 2300kg cruise liner, so he contacted well-known brake upgrade specialists Hopper Stoppers to see if they had a solution. They didn’t have anything on the shelf.
Telf didn’t want to get caught out in the 2300kg cruise liner, so he contacted well-known brake upgrade specialists Hopper Stoppers to see if they had a solution. They didn’t have anything on the shelf.
However, the guys at the Victorian workshop have developed so many kits over the years that the process has become almost second nature to them, so they were able to develop a one-off kit at a reasonable price.
Although a custom application, they approached the development of this kit in exactly the same manner they approach all their kits. Better still, they agreed to lead us through all the steps involved. The first matter was to decide on the components.
 A fully loaded BA Falcon ute weighs about two and a half tonnes and its factory brake system is rigorously tested and ADR compliant for that mass. What’s more, the size of the Ford components are suited to the particular challenges imposed by the Continental.
A fully loaded BA Falcon ute weighs about two and a half tonnes and its factory brake system is rigorously tested and ADR compliant for that mass. What’s more, the size of the Ford components are suited to the particular challenges imposed by the Continental.
Awareness of the relevant regulations (VSB14) is essential and these can be downloaded from www.infrastructure.gov.au/roads/vehicle_regulation/bulletin. Here you can find the specific rules for brake upgrades as well as the full set of regulations for all aspects of vehicle modification.
There’s no charge for these documents and anyone considering modifying their vehicle should become familiar with them.
STEP-BY-STEP
 1. Brakes have to dissipate heat. These drums can’t — they’d been heavily machined and are distorted. Any reasonably firm application led to shuddering and generally poor performance. Although the OE shoes were in pretty good shape and could be re-bonded when worn out, there are no replacement drums available locally and buying that sort of thing sight unseen from the US can be a sub-prime investment.
1. Brakes have to dissipate heat. These drums can’t — they’d been heavily machined and are distorted. Any reasonably firm application led to shuddering and generally poor performance. Although the OE shoes were in pretty good shape and could be re-bonded when worn out, there are no replacement drums available locally and buying that sort of thing sight unseen from the US can be a sub-prime investment.
 2. It was important that the track remain standard within a couple of millimetres, so one of the first steps was to measure the distance between the end of the spindle and the bolt-up face on the drum before it was removed. For this model it was 50mm — the replacement hub would have to replicate that. Simon also explained the distortion of the drums was causing them to bind and pull randomly on application.
2. It was important that the track remain standard within a couple of millimetres, so one of the first steps was to measure the distance between the end of the spindle and the bolt-up face on the drum before it was removed. For this model it was 50mm — the replacement hub would have to replicate that. Simon also explained the distortion of the drums was causing them to bind and pull randomly on application.
 3. Safety is essential when working with old linings containing asbestos. Wetting everything with this catching/recycling rig stops any brake dust from blowing around. Well-equipped brake workshops should have one. It’s also wise to wear a sanding mask or respirator. The wheel centre cup is actually inserted from the inside face of the wheel and it bears on the hub as part of the wheel-to-hub centring profile.
3. Safety is essential when working with old linings containing asbestos. Wetting everything with this catching/recycling rig stops any brake dust from blowing around. Well-equipped brake workshops should have one. It’s also wise to wear a sanding mask or respirator. The wheel centre cup is actually inserted from the inside face of the wheel and it bears on the hub as part of the wheel-to-hub centring profile.
 4. Simon was particularly keen to retain the factory 15-inch steelies. They’re extremely small inside, which made it difficult to find a disc/caliper combination that would fit. The BA Ford components allowed the five-inch PCD (pitch circle diameter) to match the Lincoln’s factory stud pattern and also produced the required offset needed to move the disc sufficiently inboard for the caliper to clear the inside of the wheel.
4. Simon was particularly keen to retain the factory 15-inch steelies. They’re extremely small inside, which made it difficult to find a disc/caliper combination that would fit. The BA Ford components allowed the five-inch PCD (pitch circle diameter) to match the Lincoln’s factory stud pattern and also produced the required offset needed to move the disc sufficiently inboard for the caliper to clear the inside of the wheel.
 5. The factory gave the Lincoln large brakes for good reason. Looking at the width of the drum assembly, you can see why the wheel’s interior dish is so big. The OE backing plate assembly is removed to reveal the spindle, upright and backing plate mounting flange. This is the raw material Hoppers had to work with to create the kit. No alterations to the upright, spindle or any linkages are needed, which is ideal.
5. The factory gave the Lincoln large brakes for good reason. Looking at the width of the drum assembly, you can see why the wheel’s interior dish is so big. The OE backing plate assembly is removed to reveal the spindle, upright and backing plate mounting flange. This is the raw material Hoppers had to work with to create the kit. No alterations to the upright, spindle or any linkages are needed, which is ideal.
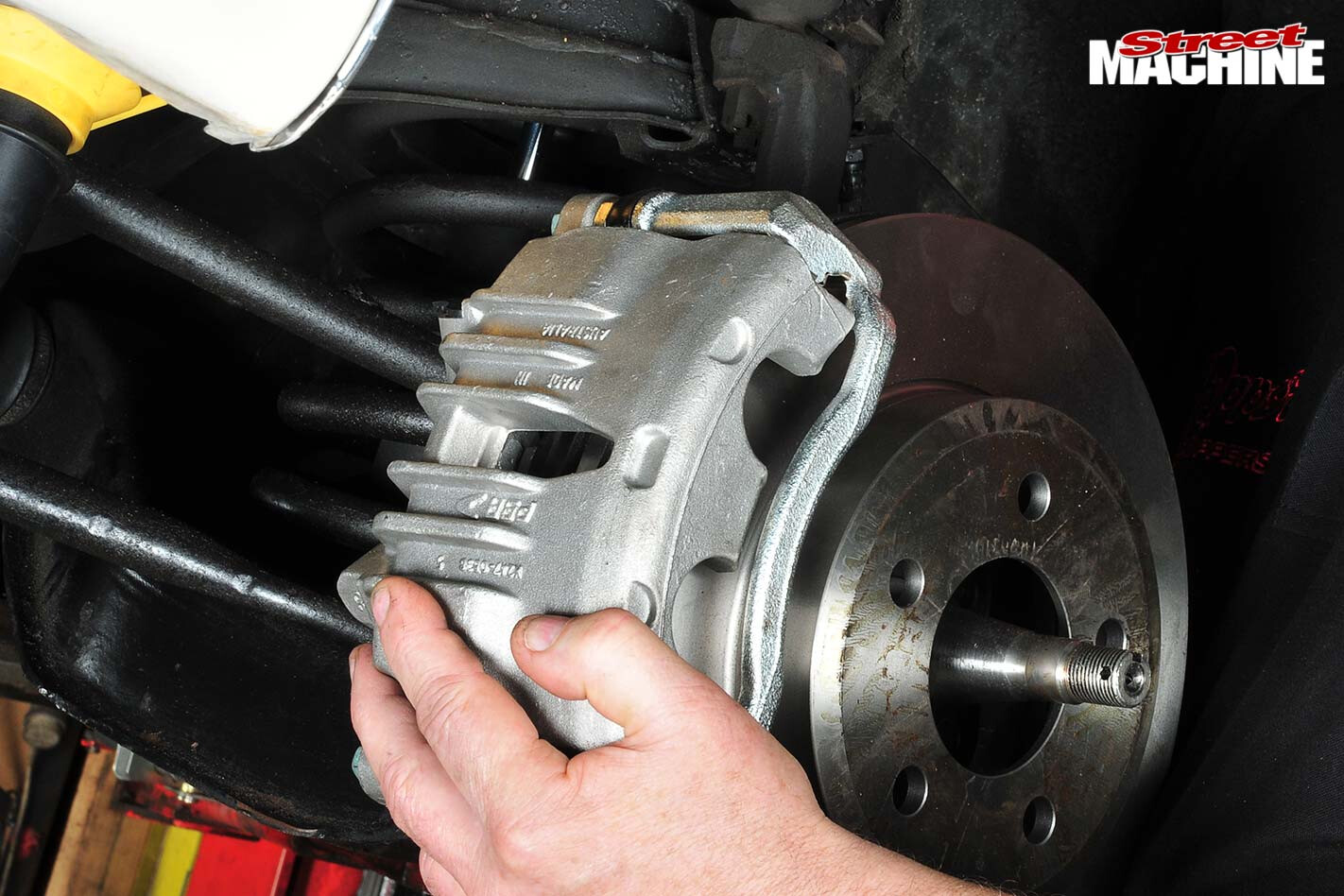 6. The first step in working out where everything will have to go is simply to hold the disc and caliper roughly where they have to go and eyeball the possibilities. To an experienced eye this will give a general idea of whether or not the assembly will foul on the control arm or any of the linkages. Obviously it has to be held central to the spindle and 50mm in from its end — as measured previously.
6. The first step in working out where everything will have to go is simply to hold the disc and caliper roughly where they have to go and eyeball the possibilities. To an experienced eye this will give a general idea of whether or not the assembly will foul on the control arm or any of the linkages. Obviously it has to be held central to the spindle and 50mm in from its end — as measured previously.
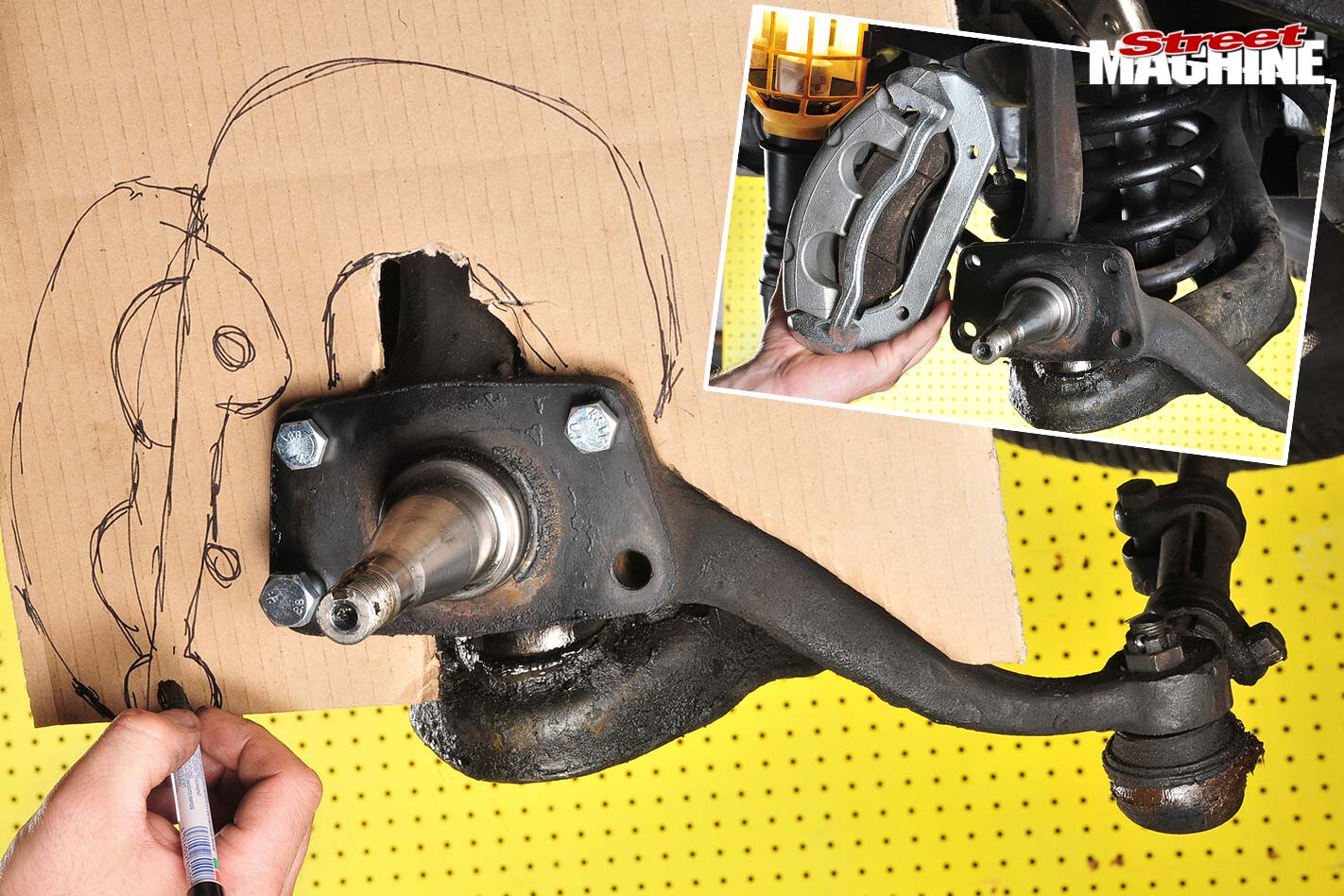 7. Hoppers has made many kits using these parts and knows the measurements from the stub-axle axis to the cradle mount holes. The stub-axle is centrally located between the upper and lower bolt holes in the mounting flange so dividing the distance between in half gives its horizontal location. Vertical position is determined by measuring down from the holes. Cardboard templates are created with this information.
7. Hoppers has made many kits using these parts and knows the measurements from the stub-axle axis to the cradle mount holes. The stub-axle is centrally located between the upper and lower bolt holes in the mounting flange so dividing the distance between in half gives its horizontal location. Vertical position is determined by measuring down from the holes. Cardboard templates are created with this information.
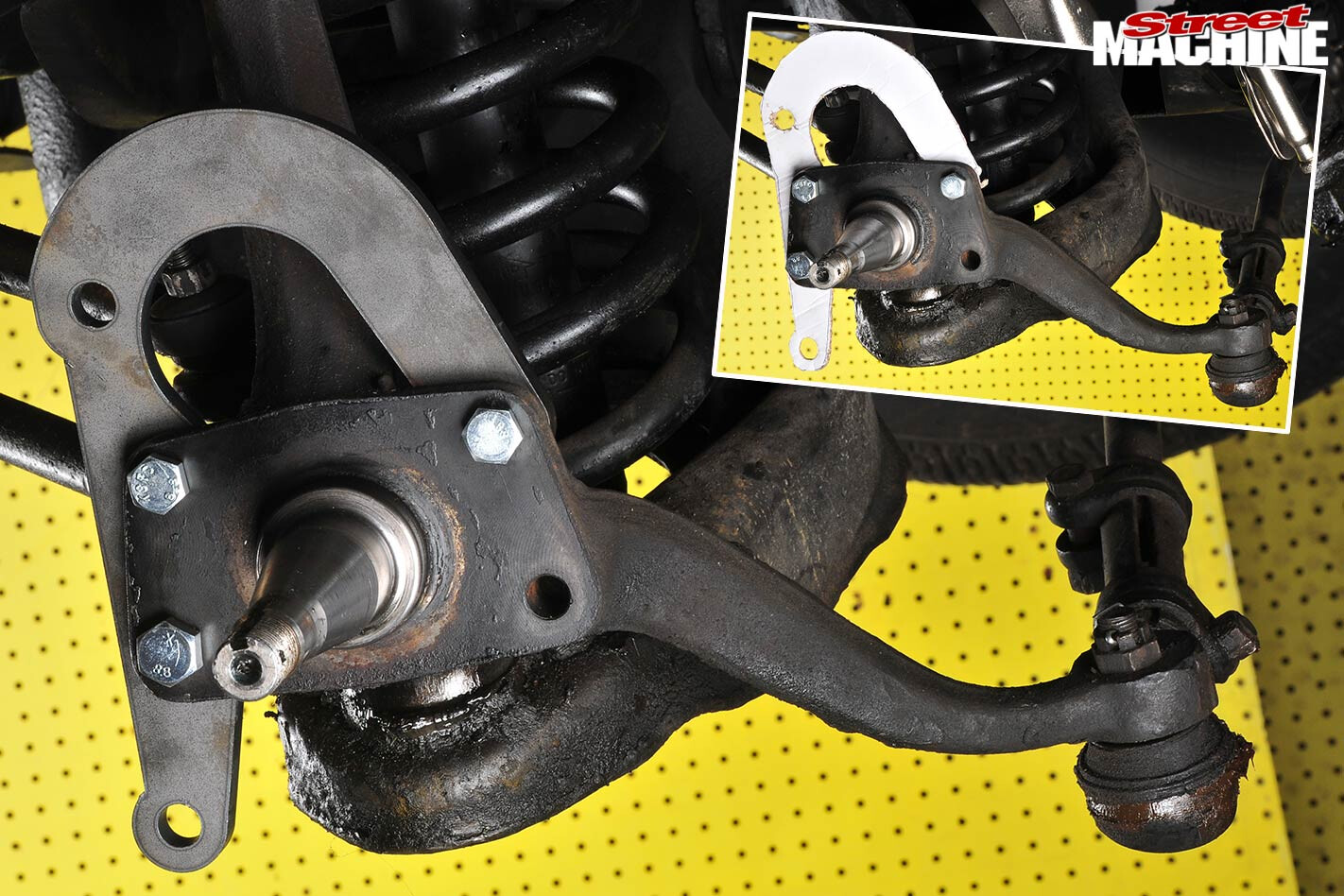 8. Mock-ups are fitted to the mounting bolt holes in the cradle and flange. The templates zero the caliper in on the correct radial position and when that’s achieved the shape is drawn in a CAD program. The resultant drawing is used to laser-cut prototype brackets that will probably be modified to fine-tune the position. Mounting the bracket to the rear of the flange moves the caliper further out of the wheel.
8. Mock-ups are fitted to the mounting bolt holes in the cradle and flange. The templates zero the caliper in on the correct radial position and when that’s achieved the shape is drawn in a CAD program. The resultant drawing is used to laser-cut prototype brackets that will probably be modified to fine-tune the position. Mounting the bracket to the rear of the flange moves the caliper further out of the wheel.
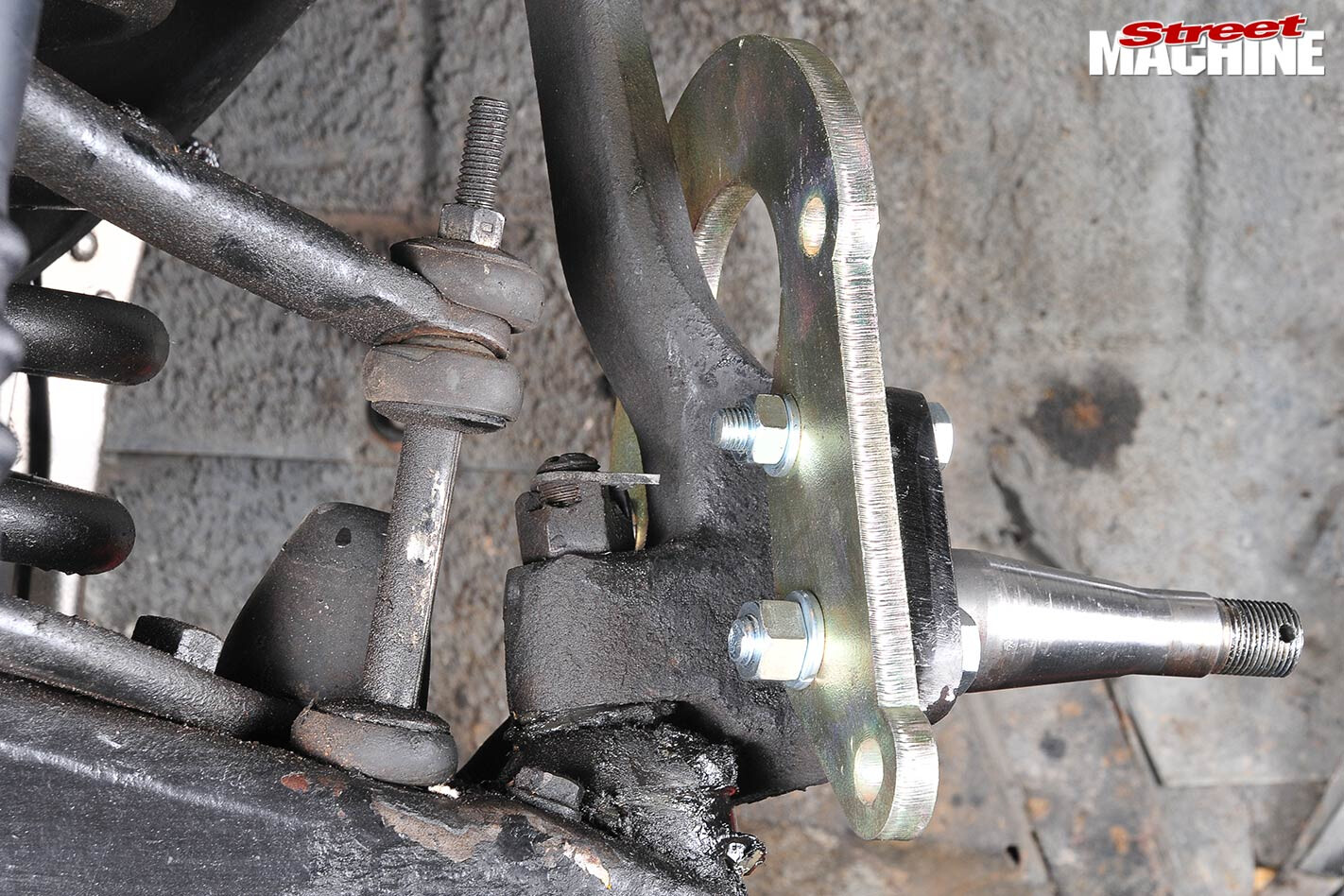 9. At least three of the four holes in the flange must be used so that the bracket is triangulated and rigid. Using two bolts allows flexing, vibration, fatigue and possible failure. The inboard/outboard location of the bracket is fine-tuned via spacers. These spacers have a flat on one edge, which bears against the spot-faced areas on the back of the flange that were formerly used to locate the original nuts.
9. At least three of the four holes in the flange must be used so that the bracket is triangulated and rigid. Using two bolts allows flexing, vibration, fatigue and possible failure. The inboard/outboard location of the bracket is fine-tuned via spacers. These spacers have a flat on one edge, which bears against the spot-faced areas on the back of the flange that were formerly used to locate the original nuts.
 10. Machining custom hubs is what makes the conversion possible. They’re CNC-milled from an extremely tough and expensive steel known as K1045, so before the material is clamped into the CNC machine, Hoppers needs to be sure the measurements and drawings are absolutely correct. The sheer volume of brake kits sold by Hoppers keeps a few CNC machines constantly busy at the local machine shop.
10. Machining custom hubs is what makes the conversion possible. They’re CNC-milled from an extremely tough and expensive steel known as K1045, so before the material is clamped into the CNC machine, Hoppers needs to be sure the measurements and drawings are absolutely correct. The sheer volume of brake kits sold by Hoppers keeps a few CNC machines constantly busy at the local machine shop.
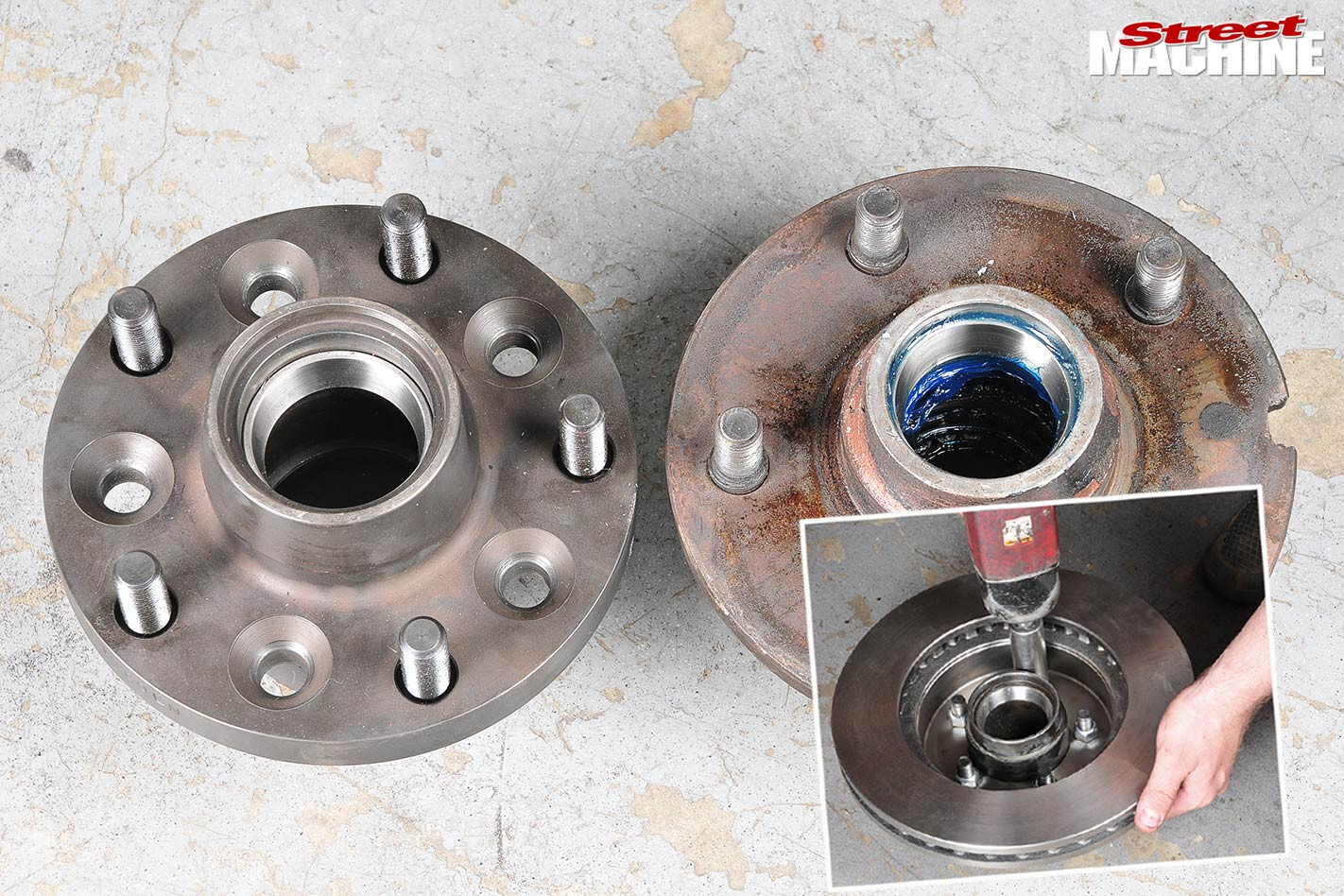 11. The new hub (left) keeps the wheel in virtually the same position. The Lincoln’s odd 5in PCD (Falcon is 4.5, Chev is 4.75) meant Hoppers had to order blank rotors and bore the stud holes. To offset the caliper inboard, the rotor was bolted to the back of the hub (inset) rather than slipped over the wheel studs as commonly found on newer cars. Countersunk holes (front face of hub) are for those retaining bolts.
11. The new hub (left) keeps the wheel in virtually the same position. The Lincoln’s odd 5in PCD (Falcon is 4.5, Chev is 4.75) meant Hoppers had to order blank rotors and bore the stud holes. To offset the caliper inboard, the rotor was bolted to the back of the hub (inset) rather than slipped over the wheel studs as commonly found on newer cars. Countersunk holes (front face of hub) are for those retaining bolts.
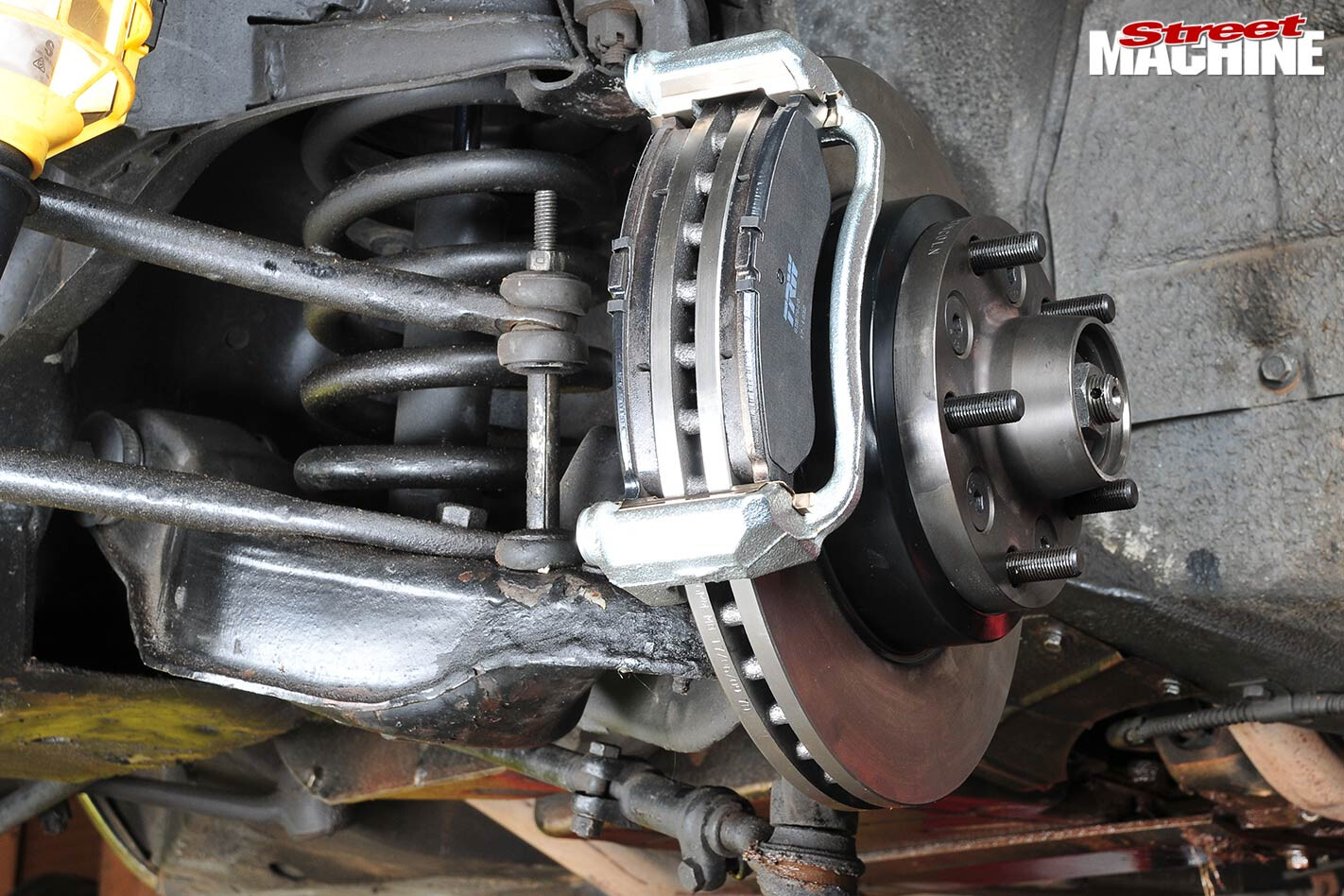 12. Trial-fitting the completed bracket, hub and disc is the moment of truth. The critical factor is to bolt up the caliper cradle (omit the main body at this stage) and check the spacing from the cradle to the face of the disc is the same on both sides — this gap is only a couple of millimetres each side and must be centralised. If it’s not, the caliper mounting bracket can be fine-tuned by varying the thickness of the spacers.
12. Trial-fitting the completed bracket, hub and disc is the moment of truth. The critical factor is to bolt up the caliper cradle (omit the main body at this stage) and check the spacing from the cradle to the face of the disc is the same on both sides — this gap is only a couple of millimetres each side and must be centralised. If it’s not, the caliper mounting bracket can be fine-tuned by varying the thickness of the spacers.
 13. Creating the hub with the same inner dimensions as the original means the original wheel bearings and seals are retained. Some companies machine the stub-axle diameter down to suit smaller bearings, such as those found on Fords. However, this is not permitted under VSB14 Section 2.5 because it weakens the axle and could cause it to break. Lincoln made the axle the diameter it is for a good reason.
13. Creating the hub with the same inner dimensions as the original means the original wheel bearings and seals are retained. Some companies machine the stub-axle diameter down to suit smaller bearings, such as those found on Fords. However, this is not permitted under VSB14 Section 2.5 because it weakens the axle and could cause it to break. Lincoln made the axle the diameter it is for a good reason.
 14. During the dry fit, the steering wheel is turned lock to lock and the Hoppers team makes final checks that none of the brake components interfere with the control arm, upright, steering arm, trailing arm, anti-roll bar or anything else. Here, the closest thing is the anti-roll bar. The advantage of a conversion based on production parts is the degree of testing to which they were subjected during certification.
14. During the dry fit, the steering wheel is turned lock to lock and the Hoppers team makes final checks that none of the brake components interfere with the control arm, upright, steering arm, trailing arm, anti-roll bar or anything else. Here, the closest thing is the anti-roll bar. The advantage of a conversion based on production parts is the degree of testing to which they were subjected during certification.
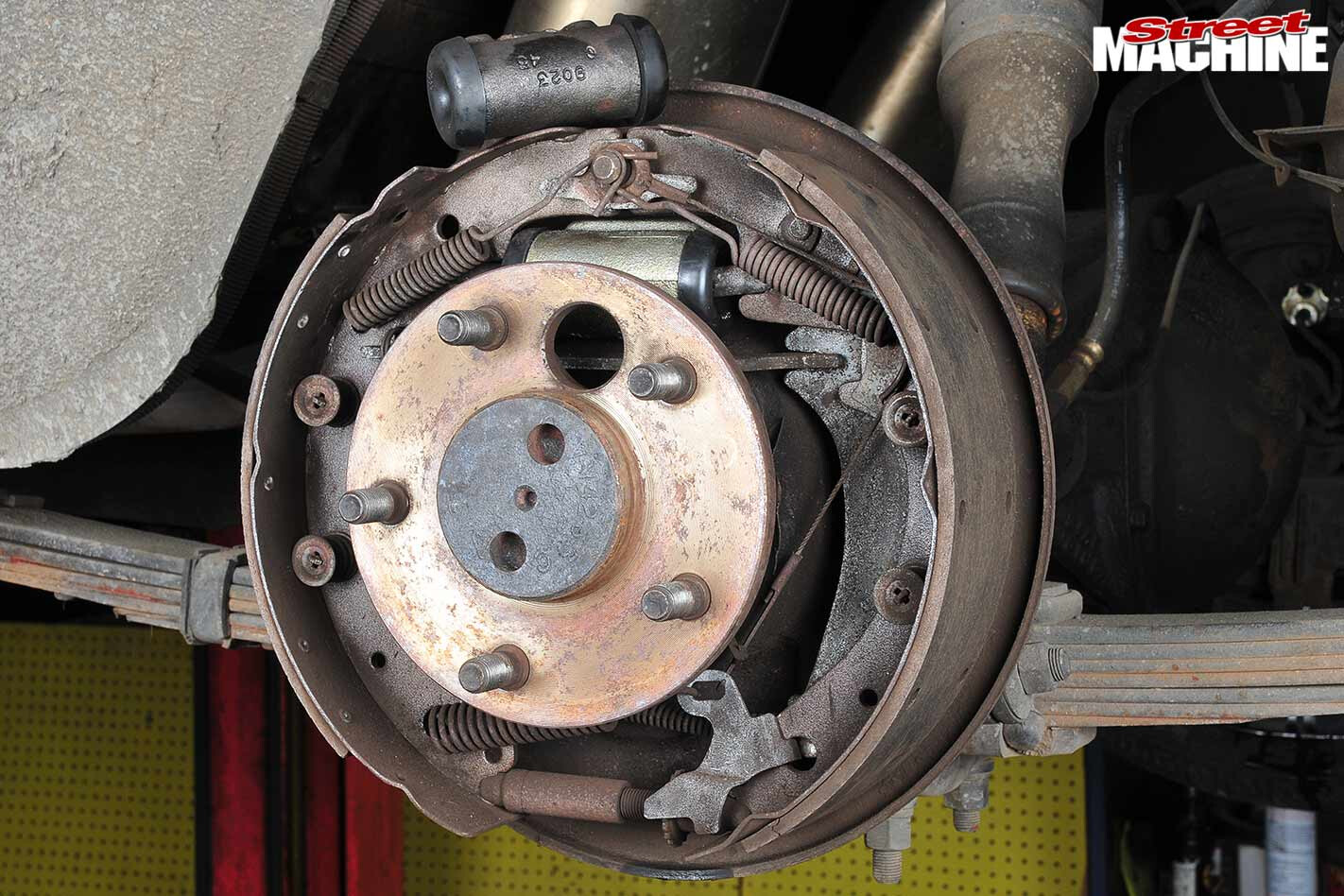 15. Most four-wheel drum set-ups use self-actuating drums (ie, the shoes grab the drum and increase the force with which they’re applied), which is why most were non-boosted. However the Lincoln’s were boosted. In either case, swapping to discs up front requires the fitment of different-sized rear-wheel cylinders to attain the correct 70:30 brake balance. Installing smaller 13/16in cylinders did the trick here.
15. Most four-wheel drum set-ups use self-actuating drums (ie, the shoes grab the drum and increase the force with which they’re applied), which is why most were non-boosted. However the Lincoln’s were boosted. In either case, swapping to discs up front requires the fitment of different-sized rear-wheel cylinders to attain the correct 70:30 brake balance. Installing smaller 13/16in cylinders did the trick here.
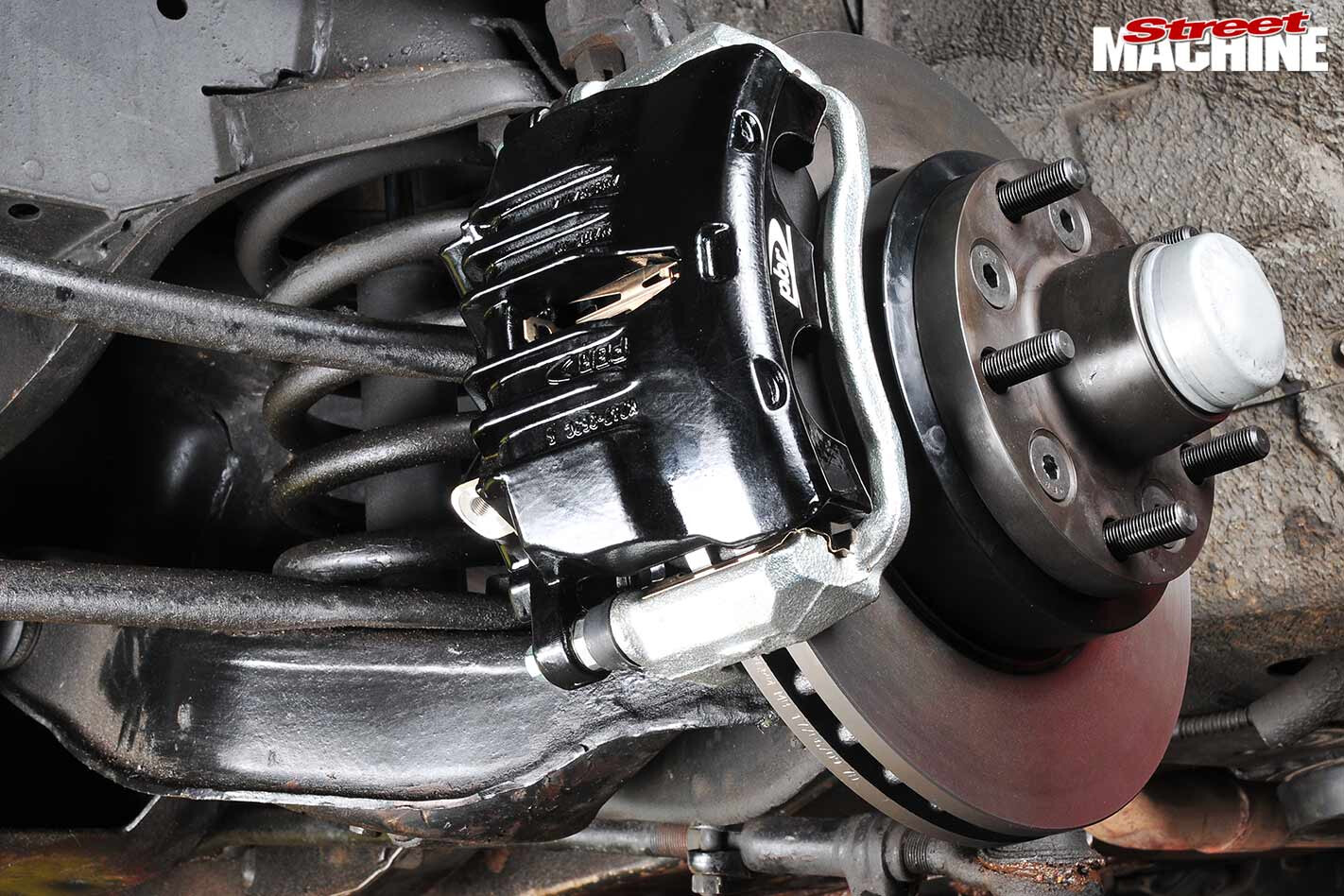
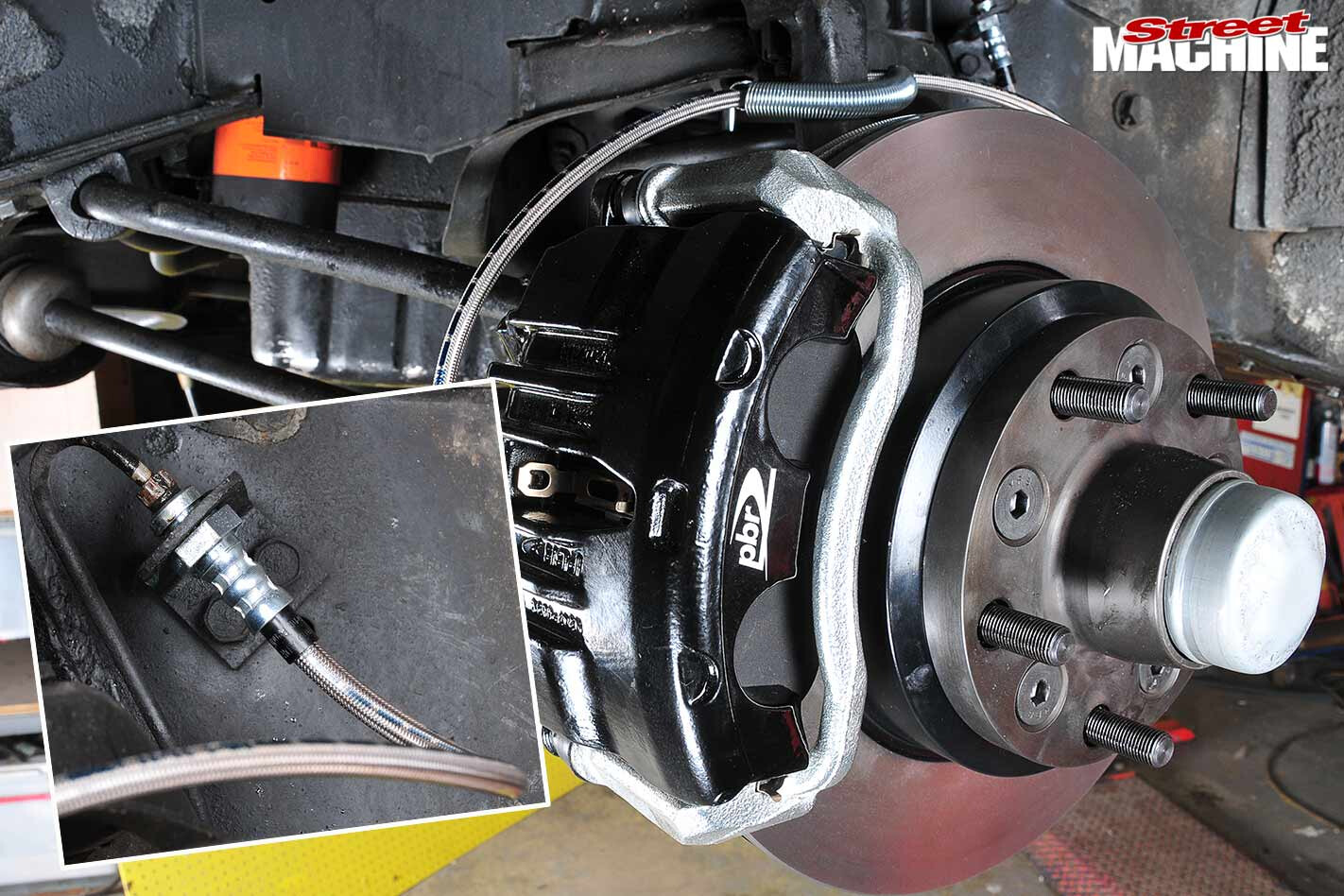 16. Another critical facet of any brake upgrade is ensuring the brake hoses are sufficiently long to allow full suspension travel and lock to lock movement without fouling or getting pinched. Fortunately, on this upgrade the original mounting point for the flexible line could be used. Hoppers supplies legally compliant braided lines that are assembled in-house, as it has all of the specialised equipment necessary to do so.
16. Another critical facet of any brake upgrade is ensuring the brake hoses are sufficiently long to allow full suspension travel and lock to lock movement without fouling or getting pinched. Fortunately, on this upgrade the original mounting point for the flexible line could be used. Hoppers supplies legally compliant braided lines that are assembled in-house, as it has all of the specialised equipment necessary to do so.
WRAP UP
MAKING a kit fit a car safely is one thing but ensuring it’s effective at actually stopping the vehicle is just as important. The energy the brakes have to dissipate is proportional to the mass of the vehicle squared and the deceleration rate. So, if you double the weight you have to dissipate four times the heat — it’s all a matter of mathematics.
 To test the system, Hoppers uses the Victorian brake test, which is 15 stops from 60km/h, while achieving an average deceleration rate of 0.45g. This quantifies low speed performance and heats up the brakes for the more demanding highway speed section — two stops from 100km/h at an average deceleration rate of 0.6g. That’s a reasonable requirement.
To test the system, Hoppers uses the Victorian brake test, which is 15 stops from 60km/h, while achieving an average deceleration rate of 0.45g. This quantifies low speed performance and heats up the brakes for the more demanding highway speed section — two stops from 100km/h at an average deceleration rate of 0.6g. That’s a reasonable requirement.
The test machine (shown) measures the g-forces and pedal pressure. Sometimes the pedal ratio has to be changed to adjust the effort required but this wasn’t the case with the Continental.
The Lincoln was so bad that anything was going to be way better but the new system is very good: “You can almost drive it like a brand new car,” Simon says. “It pulls up straight, even when you jump on it.”
No matter how odd your ride may be, if Hoppers Stoppers doesn’t already offer a kit, the team can custom tailor one for you. Info: www.hoppers.com.au, (03) 9748 6950.



Comments